















Stamping tools for UHSS get tougher
New automotive materials force tool material to shift into high gear
The automotive industry wants to develop cars that are lighter, stronger, and less costly to manufacture. One way it can achieve these goals is to construct body panels, suspension components, structural members, and frames using ultrahigh-strength steels (UHSS). Increasing an automotive part's material strength reduces the amount of material needed, thereby reducing its weight (see Figure 1). The UHSS's lightweight yet strong properties may lead to their becoming the standard materials used to make automotive parts, which, in turn, may change the standard tooling materials needed to stamp them.
 |
| Figure 1 A comparison of UHSS properties with unaltered carbon steel and high-strength, low-alloy steel properties, listed as a function of weight savings and amount of material needed, showed the use of UHSS netted substantial weight savings. |
Tooling Failures
Of the many different types of stamping tooling failures that can occur, such as abrasive and adhesive wear, chipping, plastic deformation, galling, and catastrophic failure, the wear failures are the most common and least understood.
Most people have difficulty differentiating abrasive wear (true wear) from adhesive wear (false wear), because adhesive wear can give the illusion of abrasive wear.
Abrasive wear results from friction between the tool and the work material. Adhesive wear occurs when the stamping action exceeds the material's ductile strength, causing the formation of microcracks. These microcracks eventually interconnect, or network, and form fragments that pull out. This "pullout" looks like excessive abrasive wear on cutting edges. When fragments form, both abrasive and adhesive wear occurs because the fragments become wedged between the tool and the workpiece, causing friction. In most cases, false wear indicates that a material with a higher ductility (impact energy) is needed.
Tool Steel Testing
Tests were conducted on different stamping tool and die steels to see how UHSS impact them, and to determine which tooling materials perform best on UHSS. The data from these tests is intended to help isolate the selection of suitable materials. It also can be used as a reference for troubleshooting fabrication production problems.
The first study tested punches constructed from 0.787-inch- (20-mm-) diameter bars made of American Iron and Steel Institute (AISI) D2 and S7. All of the tool steels were hardened and tempered to 58 hardness Rockwell C (HRC).
While both AISI D2 and AISI S7 tool steels are widely used, they service two different applications.
AISI D2 is 12 percent chromium tool steel with a large volume fraction of carbides that are nonuniform and hard. The high-volume carbide content increases AISI D2's wear resistance, but the nonuniformity and hardness of the carbides decrease the grade's ductility.
AISI S7 is a lower-alloyed chromium-molybdenum tool steel with a low carbide volume, which gives it a high ductility rating. AISI S7 is commonly used for applications that require ductility, rather than wear resistance.
The punches were used to blank a 0.0394-in.- (1-mm-) thick, 203 kilopounds-per-square-inch (KSI) (1,400 - megapascal (MPa) dual-phase work material. (Dual-phase material consists of two phases—ferrite and martensite.) The uniform clearance between the die and the punch was set to 6 percent of the material thickness. The punches were aligned along the rolling direction (longitudinal) and ground around the circumference to simulate the maximum grinding environment. Wear was recorded as the amount of material lost as a function of area (m2). The number of blanks produced also was recorded.
 |
| Figure 2 The amount of wear is calculated as the material lost as a function of area in m2. A wear baseline for mild carbon steels (500-600 MPa) is approximately 1,000-4,000 m2. |
Blanking Test Results
The first set of test results compare the wear on each of the punches after stamping 1,400-MPa work material (see Figure 2). These results were compared to previous tests performed on mild carbon steels. The data showed that the wear rate was higher for UHSS (1,400 MPa) than mild carbon steels (500 to 600 MPa). For UHSS the wear rate was 16,000 to 40,000 m2 and for mild carbon steels the wear rate was 1,000 to 4,000 m2.
The punch made of AISI D2 showed the wear characteristics—chipping and cracking—that correspond to adhesive wear. The AISI D2's low ductility is the likely reason for the excessive wear on the punch. In addition, the low-ductility properties can be linked to excessive wear because wear testing (pin-on-disk) performed on AISI D2 and other tool steels showed AISI D2 had slightly lower wear resistance than the other tool steels. Therefore, it can be concluded that the blanking test showed adhesive wear caused the material loss and wear on AISI D2.
The limits of AISI S7 during this test were at about 100,000 blanked parts; then failure occurred because of excessive abrasive wear (which is common with AISI S7).
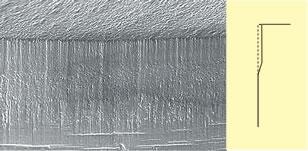
 |
| Figure 3 The side and cross section of a test punch constructed of AISI S7 shows excessive abrasive wear. |
A close look at the wear mechanisms present at 140,000 blanks for each punch showed that AISI S7 exhibited excessive abrasive wear resulting from friction between the tool and UHSS work material, because of the large amount of material worn away, and chipping and cracking started at the shoulder (see Figure 3).
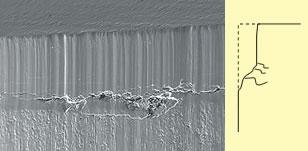
The AISI D2 punch side and cross section showed excessive wear with chipping and cracking occurring on the punch edge and side (see Figure 4), causing material loss.
 |
| Figure 4 The side and cross section of a test punch constructed of AISI D2 shows excessive chipping and cracking, indicating adhesive wear. |
This testing indicated that AISI D2 does not have the ductility required to withstand 140,000-part blanking of UHSS without suffering from large amounts of chipping and cracking, and that AISI S7 does not have the tensile strength required to withstand 140,000-part blanking of UHSS without exhibiting abrasive wear. The tooling material best-suited for blanking automotive structural and exterior components from UHSS must combine a high degree of toughness with good abrasive wear resistance.
Further Testing
A proprietary, third-generation powder metallurgy (P/M) tool steel, developed to be both strong and ductile, also was selected for testing, using identical test conditions and parameters, to compare its performance to AISI D2 and AISI S7 tool steels.
The P/M manufacturing process produces small, evenly distributed carbides that are distributed throughout the microstructure. This allows a greater number of alloying elements to be added, and more carbides, which increases wear resistance without decreasing the tool steel's ductility and toughness. Relative to other P/M tool steels, the third-generation P/M tool steel tested is low-alloyed (CrMoV). This third-generation P/M process also produces clean tool steel with a very low content of nonmetallic inclusions. This "clean" quality can be achieved in conventional tool steel only with a double electroslag remelting process.
AISI S7 and the third-generation P/M tool steel performed similarly until abrasive wear became a factor.
At 140,000 blanked parts, the punch constructed of the P/M tool steel did not show any chipping or cracking; the only wear mechanism was uniform abrasive wear.
 |
| Figure 5 At 140,000 blanks, the punch constructed of a propriety, third-generation P/M tool steel shows only abrasive wear with no chipping or cracking. No change in appearance of the wear surface was noticed at 200,000 blanked parts. |
Figure 5shows the wear on the propriety, third-generation P/M tool steel punch after 140,000 blanked parts. Because the material ductility had not been exceeded, abrasive wear was the only wear mechanism present. No change in appearance of the wear surface showed even at 200,000 blanked parts.
It should be noted that historically coatings have been used to extend tool life for typical stamping applications. However, testing conducted previously has shown that coated tools do not perform as well as noncoated tools on UHSS. Also, the application of the coating adds another step to the die manufacturing.
Brett Krause is technical adviser and Ed Severson is technical manager, Bhler-Uddeholm Corp., 4902 Tollview Drive, Rolling Meadows, IL 60008, 847-577-2220, Brett.Krause@bucorp.com, www.bucorp.com. The company manufactures AISI S7, AISI D2, and other stamping tooling.
Reference
"Steels for Press Tools: Blanking of Ultra High Strength Steel Sheets," by Berne Hgman Uddeholm Tooling AB, and Roger Ligren, SSAB.
About the Authors
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




