















Marketing Communications Consultant

Fabricators and job shops have made tremendous leaps in the past 20 years. Machine manufacturers are constantly rolling out bigger, better, and faster machines, while CAD/CAM software providers are keeping pace by introducing advanced features and functionality to take parts from CAD to the shop floor more quickly than ever before.
New cutting techniques and best practices are taking hold to increase productivity, accelerate throughput, reduce scrap, and improve the fabrication process measurably. Manually loaded cutting machines have been replaced with automatic load/unload machines fed from material towers. CAM systems now have the capability to receive inputs from other business systems, handle inventory control, provide outputs to work centers, and report labor and material costing data back to an enterprise resource planning program.
While technology has clearly advanced, the truth is that today many production environments still rely on phone calls, e-mails, and face-to-face meetings to drive their shops. These “production killers” slow the flow of information, create bottlenecks, create opportunity for errors, and lengthen lead times more than necessary.
Additionally, many engineering and sales groups are still designing and selling parts as if it were 1995 by approximating production costs and relying on downstream manufacturing to fill in the details and finalize the design. The result is that no one really knows all the details until the final step.
Many have heard the saying, “A good welder can fix anything.” This same concept now applies to many CNC environments where the CNC programmer is often responsible for filling in the gaps before the part can be programmed and sent to the cutting machine.
This begs the question, How can a job shop effectively plan production if it doesn’t know all the details? The answer is that it can’t, and that is why all the e-mails and phone calls are required to move production through many facilities today.
The concept and practice of just-in-time (JIT) production is more evolutionary than revolutionary. The idea to create parts on an as-needed basis, rather than create or stock surplus, dates back to the days of Henry Ford. In his book My Life and Work, Ford describes a perfect scenario of carrying no inventory whatsoever as raw material would arrive on schedule in the precise order and amounts.
While industry still searches for this manufacturing nirvana, most clearly realize that the JIT principles have advanced and will continue to do so.
Over the years JIT manufacturing has taken on a number of forms and names. Today, whether you call it “lean production,” “demand-driven manufacturing,” or even “kanban,” the idea is the same: Eliminate waste and avoid unnecessary costs (see Figure 1).
JIT processing begins before a production job is even created. JIT philosophies must start with the initial product design. Engineering must understand not only the part’s fit, form, and function, but they must have some idea of how it will be fabricated. Ultimately, the fabrication process will not only define the part, but set the stage for how much extra effort will be required to produce any given part. Per the previous definition, extra effort equals waste, and it should be avoided at all costs.
Manufacturing is driven by process requirements such as hole tolerances, bend tooling, weld fixtures, and lead-in locations. Delaying any of these decisions in the design process ultimately adds to the cost of a part and creates unknowns that can’t be planned until all details are known.
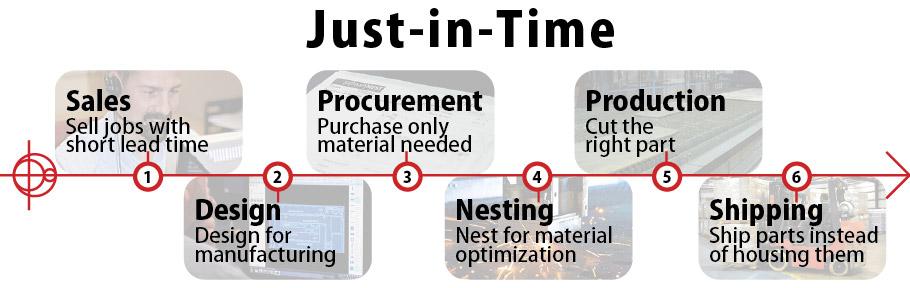
Figure 1
If a metal fabricator can squeeze time and waste out of any one of these areas, it can process a job—and get paid—more quickly.
This concept is often referred to as design for manufacturability (DFM), and it is this concept that is somehow being lost in today’s design world. It is now common to see two design groups: design engineering and manufacturing engineering.
Design engineers create the fit, form, and function of a part, and the manufacturing engineers figure out how to make the part.
While having a specialized manufacturing group isn’t inherently a problem, it is an extra step. Deciding when that step takes place in the production process is crucial to a JIT environment, and it is becoming more common to see this step delayed until just before the job hits the shop floor. So, again, the question is asked: If DFM is the last step before part production, how does a fabrication operation prepare for the production job in the first place?
Obviously, this conversation diverges a bit here depending on whether the fabrication is being done by a job shop or an OEM. Job shops are in constant states of change, while OEMs have a greater chance of achieving a steady state with their design process. But in either case, DFM must happen before the planning stage to have any hopes of creating a true JIT process.
Having a complete design, inclusive of DFM aspects, allows us to know the precise part requirements and process times in the planning stage. This allows accurate bills of material and process routers to be created, which are the foundational pieces to planning.
This data is then used to build accurate processing schedules, which can be used to produce realistic due dates for raw materials, buyouts, parts fabrication, assembly, and ultimately the shipment of a given product. It can be seen how this due date becomes the key to driving the manufacturing process. A due date that is based on real processing times can eliminate the need for most phone calls, e-mails, and meetings to decide how to meet a given project timeline.
Once the part is in programming, JIT nesting is done in smaller nest sizes. For example, instead of nesting 15 hours of work, a programmer may nest only two to three hours of programs per machine at a time. The goal here is not to book the machines for the whole week, but rather to stay just ahead of the shop floor (see Figure 2).
The concept of JIT is as much about avoiding early parts as it is about making sure that parts aren’t late. Cutting parts too early creates congestion and can prevent other parts from being completed on time. By focusing production resources and hours on the correct jobs, a metal fabricator increases flexibility, becomes more streamlined, and decreases lead times significantly.
Think of JIT nesting as a pull system for batch operations where nests are “pulled” to the floor as needed. Profile cutting operations, such as on lasers and plasma cutting machines, are inherently a batch operation, and you will seldom achieve single-piece flow as is the goal of most pull-system philosophies. With that said, the batch sizes can be kept reasonably small to keep a balance between material utilization and maintaining a JIT flow to required downstream operations. These smaller batch sizes increase the flexibility of profile cutting operations so that expedited orders, rework, and machine breakdowns can more easily be managed.
In a JIT nesting operation, approving an expedited order can be as simple as changing a due date.
Eliminating paper between programming and the shop floor can further enhance JIT nesting (see Figure 3). This opens the door for additional savings and integration with other business systems.

Figure 2
A shop floor full of machine tools might suggest open production capacity and manufacturing flexibility, but if those machines have been programmed for an entire shift, the shop doesn’t have much chance to squeeze in expedited orders without disrupting planned production.
For instance, for a task like expediting a part, a paperless process can save 30 minutes when compared to a manual paper-based system. Within a paperless environment, you don’t have to physically locate the original paperwork to make a change. Instead, changes are made directly in your business system which, in turn, updates CAM software and notifies key parties in the shop.
The gains from a paperless system are significant in an office setting, but the advantages can be even greater on the shop floor. It is not uncommon for cutting machine operators to spend as much time completing logbooks and reporting data as they do actually running the machines. A paperless JIT system moves these manual touch points into the background, allowing engineers, programmers, and operators to focus on the job of making parts.
JIT processing is ideal for any fabricator running a due date-driven manufacturing process. Whether it’s a small job shop running a single cutting machine or a large enterprise with multiple and diverse machines, JIT processing offers a number of advantages.
When correctly implemented, JIT nesting delivers a measurable and sustained payback. One medium-sized Texas job shop, for example, reported quarterly savings in excess of $100,000 by employing a JIT approach to eliminate stocking nonstandard-sized sheets. For larger manufacturers, the payback and savings are exponentially greater. But in order to be successful, JIT manufacturing must involve—and be supported by—the entire company and not just the shop floor. Missed due dates, cost overruns, and CAD model rework are typical downstream issues caused by upstream problems.
So with all of the advantages, why is it that many companies have not fully embraced JIT manufacturing? For some, it’s comfortable to do things the way they have always been done. Others may not be aware of the level of waste being generated out on the shop floor.
Manufacturing managers, production supervisors, and owners should take the time to step back and scrutinize their fabrication process and document the amount of time spent generating paperwork, placing phone calls, and holding meetings.
What they see may open their eyes to the tremendous potential that JIT manufacturing can deliver.

Figure 3
Paper-based job routers sometimes can be an obstacle to production efficiency. Papers are lost, or instructions are smudged to the point that they aren’t legible. That means equipment operators or welders have to delay starting the job until someone who can provide the correct guidance can be found.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





