















Senior Project Manager

Figure 1: Plasma cutting bevels into plate for weld preparation is a common occurrence in the fabrication of heavy-duty equipment and vehicles. Photo courtesy of Messer Cutting Systems.
It has been said that shop floor bevel cutting is as much an art as it is a science.
To cutting machine programmers new to beveling, the process can seem like an attempt to re-create a Picasso masterpiece, regardless of how much traditional cutting experience they might have. In most cases, the path to a quality beveled part evolves from hours, sometimes days, of trial and error.
Beveling spans varying levels of sophistication, cutting tools, industries, and applications—each with unique sets of challenges. Furthermore, the process can fluctuate greatly within any given industry. For example, in metal fabrication alone, thermal cutting (see Figure 1), abrasive cutting, and machining all take completely different approaches to perform bevel cuts on plate, tube, or pipe.
Make no mistake, all fabricators go through a learning curve when trying to perfect the beveling process. It is not simple high school geometry, but neither is it neurosurgery or a random act of fate.
Beveling is most prevalent in industries where heavy-duty equipment is made for off-highway, construction, agricultural, forestry, mining, oil and gas, and shipbuilding applications. Here manufacturers rely on beveling as a part of the weld preparation process. Beveled edges produce a sturdier type of weld needed to support the massive weight and loads on such machines and structures.
Another, albeit less common application is that of countersinking. Material processing equipment, such as size-reduction machinery (for example, crushers and pulverizers), generally contain replaceable steel inner liners designed to absorb shocks and extend longevity. These liners often are affixed to interior side walls using a bolted beveled metal plug or screw. The piece is countersunk into the liner, ensuring a fit that is both secure and flush.
From structural integrity all the way down to aesthetics, beveled edges are required for many applications. Regardless how simple or complex the cut, beveling requires three equally important components for predictable and repeatable success: capable hardware, sophisticated software, and knowledgeable people.
Bevel cutting machines have made great strides from the early track torches, and now advanced machinery such as high-end 5-axis cutting machines excel in delivering increasing levels of automation and performance. The results have been faster cutting with increased part quality. Today a range of bevel cutting laser, plasma, oxyfuel, and waterjet equipment (see Figure 2) is available from many of the industry’s leading cutting machine manufacturers. These companies continue to introduce new features and next-generation machines to advance the industry even further.
So with all of these options, what is the best machine for bevel cutting? It could be the one on your shop floor. Most of today’s machines are capable of high-quality bevel cuts—assuming the software and human expertise are adequate.
Because nesting software often comes preloaded on a new cutting machine, it may not receive the level of attention it deserves. When you consider the direct impact on machine performance, it becomes clear that software is much more than simply an item on a check list.

Figure 2: Advancements in cutting head technology have made precision beveling possible on a waterjet. Photo courtesy of Koike Aronson Inc./Ransome.
Software that may be straightforward in terms of functionality also may be limited in its functionality. In these instances, nesting software is capable of only basic part nesting and little more. More sophisticated software, however, contains advanced algorithms written to maximize throughput, part quality, and machine performance with the flexibility to drive a variety of fabrication machines. Boosting productivity while reducing material waste allows manufacturers to more quickly recoup costly machine investments.
Most important is the software’s intelligence to adapt to what is a complex application. Here are some of the areas that an automated nesting program should address in order to support beveling:
Farther on the software horizon, fabricators can expect to see significant advancements:
Despite tremendous functionality, technology alone does not minimize the role of the programmer or operator. The importance of the human element cannot be overstated. When it comes to fabrication in general, and beveling in particular, good people with great tools will deliver good results, but great people with great tools will achieve great beveling results.
While there is little substitute for experience, a programmer can follow proven steps to help obtain beveling success.
What makes the bevel so different from a traditional 90-degree cut? At any given time at least three, and sometimes four, variables are in play with beveling. Feed rate, tilt angle, kerf offset, and sometimes arc voltage must all be held within tight parameters for a successful bevel cut. Such layers of complexity can make the process overwhelming for even the most veteran programmer.
Possible influences in the bevel cut exist outside the parameters of the cut itself. Cutting machines are all different, and each comes with specific OEM recommendations for operation. The manufacturing environment has a surprisingly strong influence on cut performance. For example, is beveling being performed on a wet or dry table? Is the plate level? Is a regimented procedure in place to monitor and maintain optimal cutting conditions?
At a minimum, these precutting steps should be followed for quality beveling:
Beveling postprocessors found in CAD software are specifically written for machines and applications. Still, some level of setup or synchronization is recommended to align the software, machine, and operator. The process is sometimes referred to as dialing in a machine. This calibration of postprocessors is especially important for beveling. It helps to have the software vendor work with new bevel customers to synchronize all of the previously mentioned variables and conditions to achieve targeted tolerances. This type of service, which includes bevel training and setup, generally runs three days or less.
To some, beveling remains more evolutionary than revolutionary—a tedious process based on hope and prayer, with success measured by scrap and cleanup time. It is true that most machines found on today’s shop floors, combined with robust software, offer the means to consistently produce high-quality beveled parts, but the programmer remains a wildcard in the beveling equation.
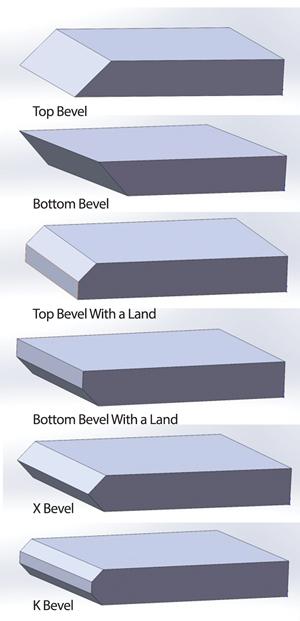
Figure 3: The first step in delivering a precise bevel cut is to understand the different types of bevels that might be specified on a work instruction.
When it comes to predictable results, a fabricator can find no simple substitute for experience. But that doesn’t mean a programmer has to become an expert overnight. A programmer needs to become familiar with the basics of beveling and the steps needed to correct miscues. From there, experience will build.
If you are going to get behind the wheel and race, you don’t need to know how to rebuild the engine, but you should at least learn how to drive a stick.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





