















Everything you need to know about flatteners and levelers for coil processing—Part 2
Flattening solutions and the anatomy of a bend in flat-rolled metals

Metallurgically, most metals that coil processors deal with act similarly, as does the equipment used to fabricate those metals.
A stress-strain curve, such as the curve plotted for carbon steel in Figure 1, shows the relationship between the force on a metal and the metal's change in dimension. The vertical axis in Figure 1 represents the amount of stress, or force, on the metal; the horizontal axis represents the amount of strain, or elongation or stretch.
The metal stretches like elastic or rubber in the elastic range. The graph in Figure 2 illustrates that 1 pound of pull, or stress, always causes the same amount of stretch, or strain, for a given metal and cross section. Two pounds of pull results in twice that much stretch. If we pull it any amount up to the yield point and let go, it snaps back to its original shape, like a rubber band.
Flatteners and levelers (as well as roll formers and press brakes) don't make any permanent change in the shape of the metal if its yield point isn't exceeded. The metal goes right back to where it was, like an old-fashioned screen door spring.
Once the metal is stressed past the yield point, it's in the plastic range (see Figure 2). What happens when the metal is stretched into the plastic range and then released? It does not go back to its original form. It may spring back slightly, but not back to zero.
Metal stretched past its yield point results in a permanent change in shape, or permanent set. This occurs in a flattener, leveler, or press brake die. It's also what has happened to a "sprung" machine frame.
If material is pulled or stressed past its yield strength all the way to the ultimate tensile strength (see Figure 1), it will fracture or break. That is exactly what happens when we slit, stamp, or saw metal. It's also what happens when a crankshaft or die breaks.
Rules of Thumb
The rule of thumb for eliminating simple coil set is to stretch the upper and lower surfaces an amount equal to two yield strains (see Figure 3), or twice the distance from zero to the yield point. This produces permanent yielding in the outer 20 percent or so of the top and bottom surfaces of the metal. The central 80 percent of the thickness remains unchanged. Thus, coil set elimination is strictly a surface issue.
The rule of thumb for eliminating crossbow is to stretch the upper and lower surfaces an amount equal to four or five yield strains past the zero point (see Figure 4). Poisson's ratio for steel is about 0.3. To get enough crosswise elongation to eliminate crossbow, the surfaces must be elongated lengthwise 1 divided by 0.3, or about three times as far past yield. This is how we get the four to five yield strain rule.
This produces permanent yielding in the outer 80 percent or so of the top and bottom surfaces, with only the central core — 20 percent — remaining in the elastic range.
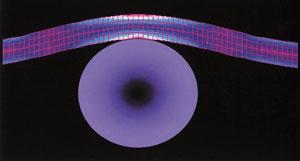
Figure 7: The different colors in this computer-generated analysis of the stress and strain in a piece of metal tell us how much force or how much stretching is involved in bending the material over a roll. Half of the material is in compression and half is in tension. A neutral fiber goes down the middle. The stress, and therefore the strain or stretching, is completely symmetrical about the neutral center fiber.
The rule of thumb for eliminating buckles or waves on a leveler is the same — four or five yield strains. The difference is in the leveler's adjustable roll bend, which flatteners don't have.
Leveling Other Metals
Based on the flattener or leveler manufacturer's capacity specifications for processing steel, can you also process other metals at the same yield strength and thickness? Don't assume that you can! Aluminum that has the same yield strength as steel, for example, requires more horsepower to level it.
Aluminum is more elastic than steel, so it stretches more than steel would with the same amount of force (see Figure 5); that is, it has a different modulus of elasticity. A flattener or leveler must be set deeper than for steel because aluminum must be stretched farther to get past its yield point.
Here's the rub: Horsepower can be described as how hard and how far metal is stretched in a given period of time. Stretching aluminum farther at the same line speed and yield strength takes more horsepower. The structural load on the machine will be the same, but the horsepower must be greater. Ask the manufacturer of your leveling equipment before testing its limits on aluminum.
The Bending Process
The bend radius of the metal going through a flattener or a leveler is determined by the machine's roll configuration, diameters, and spacing.
Metals are basically crystalline in structure. However, engineers talk about the inner, outer, and central, or neutral, fibers because it helps us to visualize what's going on (see Figure 6).
What happens when flat-rolled metal is bent over a roll or die? Its outer surface, or outer fibers, is elongated enough to exceed the metal's yield point; otherwise, no permanent change will have been made.
The center of the cross section, the neutral fiber, is neither stretched nor compressed. The farther the surface fibers are from this neutral fiber, the more elongation or compression will occur for a given bend radius. That is simple geometry.
At some distance from the neutral centerline on the top and bottom of the bend the material yield point is exceeded and the material is in the plastic range. The middle is still in the elastic, or "springy," range.
Effect of Thickness
The amount of elongation for the bend over the radius resulting from a particular roll configuration is a function of the distance of the metal's surface from the neutral fiber. The thinner the metal, the less surface yielding occurs — to the point at which no yielding and no change occur.
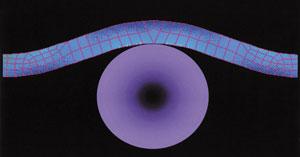
Figure 8: When the material goes through a leveler or flattener under tension, the first bend gets much more tension on the top and very little compression on the bottom. In the second bend this is reversed -- very little compression on the top and a lot of tension on the bottom. By the time the material exits, more of its cross section exceeded the yield point, not just its surface. All fibers have been elongated past their yield point, resulting in even flatter and more stable material.
The thinner the metal, the less is the distance from the upper and lower surfaces to the neutral fiber and the less surface yielding occurs — to the point at which no yielding and no permanent change in shape or flatness occur. This is in fact the minimum thickness limit.
The thicker the metal, the greater the distance from the upper and lower surfaces to the neutral fiber, the more elongation will occur, and thus the greater the force required to make the bend. Therefore, the upper thickness capacity limit for that machine is the machine's structural deflection under load. This becomes the maximum thickness limit.
The different colors in a computer-generated analysis of the stress or strain in a piece of metal shown in Figure 7 tell us how much force or how much stretching is involved in bending the material over a roll. Half of the material is in compression and half is in tension. A neutral fiber goes down the middle. It's just as simple as that. The stress, and therefore the strain or stretching, is completely symmetrical about the neutral center fiber.
So far we've considered only one bend. Now consider a flattener or leveler with multiple, reversing, and up-down bends. First it stretches the top and compresses the bottom. On the second bend it compresses the top and stretches the bottom, then reverses that again on the third bend, and so forth. The neutral fibers are always right down the middle. They're not stretched past their yield points, so no permanent change occurs in the center of this cross section. The change, past the yield point, is strictly a surface effect.
Effect of Adding Tension
Most cut-to-length or stamping press feed flattening or leveling applications are performed without tension, except possibly for steering.
Putting significant tension on the material as it goes through the flattener or leveler has the effect of moving the neutral fiber toward the inside of the bend. The added strip tension then adds to the tension in the outside of the bend and subtracts from the negative compression on the inside of the bend.
The result is less compression on the inside and more tension on the outside. The neutral fiber — the part that's neither compressed nor stretched — moves toward the inside radius of the bend. Why is this important?
Consider the second computer analysis as shown in Figure 8, this time with tension on the strip. This stress pattern is not symmetrical. When the material goes through a leveler or flattener under tension, the first bend gets much more tension on the top and very little compression on the bottom. In the second bend this is reversed — very little compression on the top and a lot of tension on the bottom.
The process is reversed again and again as the material passes through the leveler. By the time the material comes out the exit end, more, or possibly all, of its cross section has exceeded the yield point, not just on the surfaces. All fibers, top to bottom and side to side, have been elongated past their yield points. This results in even flatter and more stable material. It also extends the lower capacity range of any roll configuration.
Tension-assisted flattening or leveling has been used in some cut-to-length lines and slitting lines. It forms the basis for tension leveling technology.
Trapped Stresses and Stability
Producer mills and subsequent processors unwind, roll, heat, cool, and rewind the metal. They're trying to control thickness, flatness, and perhaps other parameters to comply with the customer's requirements.
Unseen but very real opposing forces are trapped inside the metal. No apparent reaction may appear until we machine, stamp, or heat the metal. These processes can break or release some of the trapped opposing forces. Then the material changes shape all by itself. Sometimes the metal just relaxes.
We know that the initial trapped stresses in a coil are random and varying from head to tail and side to side. A spread-center flattener produces a surface yielding only. A close-center flattener or a leveler, without tension, at four to five yield strains overcomes the previously trapped random stresses with new but uniform stresses in all but the core fibers. With tension, a close-center flattener or leveler overcomes most or all the previously trapped random stresses top to bottom.
Note that I did not say that trapped stresses are completely eliminated in the leveling process. Trapped stresses will be more consistent and considerably reduced if we work it hard enough. The result is significantly more stable material.
About the Author

Eric Theis
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
