















Slitting ultrahigh-strength steels
Are you ready to process these coil types?
 |
The automotive industry's search for stronger and lighter materials spawned new steel grades to meet higher strength-to-weight ratio requirements. While these materials allow automotive engineers to design lighter and stronger components, they present stampers and coil processors with some interesting challenges.
Many stampers are finding that coil processing (slitting, leveling, and edging) ultrahigh-strength materials is impacting the forming process, especially in the areas of slit edge/burr conditions and strip shape. These ultrahigh-strength materials also affect slitting line tooling, which determines the steel's shape, edge, and overall slit quality.
New Materials
The development of high- and ultrahigh-strength steel (UHSS) grades in thin strip has progressed over the last few years. Starting with the original high-strength, low-alloy (HSLA) materials, this development progress now includes both dual-phase and fully martensitic grades in various strength levels. Figure 1is a basic list of high-strength and ultrahigh-strength steels ranked from lowest to highest strength.
 |
| Figure 1 |
HSLA Steels. The HSLA steel family includes low-carbon steel grades that are chemically adjusted with progressively elevated levels of carbon and manganese. Small alloying levels of columbium or vanadium also are added for more strength.
Dual-phase Steels. Dual-phase steels combine high strength and ductility through a soft ferrite microstructure with varying volumes of hard martensite (usually between 20 percent and 70 percent, depending on the desired strength). These grades have a high work-hardening ability and can be bake-hardened after forming for structural applications.
Martensitic Steels. Fully martensitic steel grades (often referred to as martensite steels) are the highest-strength commercial steels available. They have a fully martensitic microstructure, which makes up steel's hardest phase. Postquench tempering often is added to improve ductility and formability.
In the automotive industry, these newer materials are roll-formed for structural reinforcements in bumpers and rocker panels. Dual-phase and martensitic grades also are used in spring clips and applications that require the highest strengths.
Most slitting lines can process HSLA, dual-phase, and martensitic steels, as long as their ultimate strength and thickness fall within machine capabilities. As with many hard grades and thick gauges, the coil processor may need to limit the number of cuts per coil, and possibly use two-pass preslit/final slit schedules, to avoid exceeding the slitting machine's capacities and subsequent slitter arbor deflections. Slitter speeds also may need to be slowed, because the forces required to slit these grades are formidable.
 |
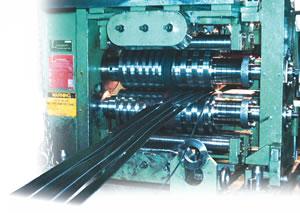
| Figure 2 The ability to adjust steel stripper rings precisely provides control over the strip while it's being slit to minimize camber and other related shape and visual defects such as knife marking. Photo courtesy of Alkar Steel and Processing, Roseville, Mich. |
Tooling Considerations
Two important considerations when slitting UHSS are proper selection and use of stripper rings and an understanding of the influence UHSS has on shortening knife life.
Unlike setups for softer-grade steels, steel stripper rings are beneficial for slitting typical narrow-width (2 inches and less) martensitic steels between 0.018 in. and 0.090 in. thick. The ability to adjust steel stripper rings precisely provides control over the strip while it's being slit to minimize camber and other related shape and visual defects such as knife marking (see Figure 2). In slitting lines in which steel stripper rings cannot be used, harder rubber rings are an option.
Selecting the proper slitting knives for processing UHSS also is important. Figure 3lists common knife materials, as well as each grade's major alloying elements and basic ratings for wear resistance and overall toughness (fatigue crack resistance). Sometimes trade-offs must be made between wear resistance and knife toughness.
 |
| Figure 3 |
D2, H-13 modified, and S series grades are the workhorses of the steel slitting industry. However, all of these grades are challenged when processing ultrahigh-strength grades like fully martensitic steel. The extreme hardness of UHSS tends to wear out these grades quickly, and their high tensile strength can result in more tool chipping and breakage.
Coil processors can slit high-strength steel grades with varying levels of success using standard knife tool steel. However, the highest success rates are being accomplished with newer, specialty particle metallurgy tool steel grades.
Modern, third-generation particle metallurgy grades are produced with highly refined and cleaner raw particle materials for an evenly distributed microstructure of smaller particle sizes and less nonmetallic inclusions. The end result is a tool steel that takes crack resistance and wear life to higher levels than previously possible in UHSS slitting applications.
Figures 4a and 4bcompare the microstructure of a particle metallurgy tool steel with that of a conventionally cast, standard tool steel used for slitter knives.
Slitter Setups, Tooling Maintenance
Choosing the proper slitter tooling for UHSS is important; however, a focus on proper tooling setup and rigorous knife maintenance directly affect the quality of the processing.
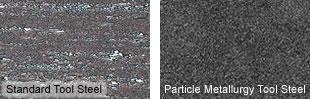 |
| Figure 4a and 4b Note the very fine and uniformly dispersed wear-resistant carbides (white in color) in the particle metallurgy material versus the broad range of sizes and irregular carbide shapes in the conventional tool steel. Because of the uniformity in particle size, a particle metallurgy tool steel is highly resistant to fatigue and microcracking. These are important considerations when slitting UHSS, because the stress levels on the knife are much higher, reducing the time normally required to initiate microcracking. Microcracking eventually leads to chipping of the knife cutting edge. |
A good initial setup, including proper clearances for these extremely strong materials, is key to successful, defect-free slitting and tool survival.
For example, knife clearances must be larger than the accepted "10 percent of the thickness" rule of thumb, depending on the actual tensile strength of the material. Knife penetration requirements also differ from those for softer materials.
Having experience and knowledge of setups; using optimal slitter knife materials; and operating a well-maintained, capable slitter cannot guarantee successful coil processing of UHSS if the knives and stripper rings are not in excellent condition. A worn knife that might get by slitting typical steel will suffer significant damage, or possibly damage the slit material, when it slits martensitic steel. Having a preventive maintenance knife resharpening program that never allows knives to dull is a must.
If the frantic pace of alloy development of the last few years is any indication of things to come, stampers and coil processors will be forming and slitting even stronger steels.
Ed Basta is president and principal consultant for Quality Technology Services, 11199 Walnut Ridge Road, Chesterland, OH 44026, 440-796-2504, fax 440-729-1940, qualts@aol.com. Greg Hoon is product manager, North America for Cowles Rotary Knives, an Advetech Brand, 451 W. Main St., P.O. Box 613, Canfield, OH 44406, 330-533-1304, fax 330-533-5740, ghoon@advetech.com, www.cowlesrotaryknives.com.
About the Authors
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
