















Choosing shielding gases for arc welding
How gas selection affects quality and productivity

Bead and penetration profile, alloying content, and surface appearance can be improved with the right gas mix.
Welding operators often overlook shielding gases and their individual contributions to the welding process. Shielding gases can influence metal transfer mode, alloy content, bead shape, fume generation, and many other weld characteristics.
Proper selection of the shielding gas for gas metal arc welding (GMAW), flux-cored arc welding (FCAW), and gas tungsten arc welding (GTAW) processes can improve speed, quality, and deposition rate of a given weldment dramatically (see Figure 1).
Pure Gases
Pure gases used for welding include argon, helium, and carbon dioxide. These gases can have both positive and negative effects on the welding arc.
Argon. Argon is a monatomic (single-atom) gas commonly used for GTAW on all materials and GMAW on nonferrous metals. Argon is chemically inert, making it suitable for welding on reactive or refractory metals.
This gas has a low thermal conductivity and ionization potential, properties that result in a low transfer of heat to the outer areas of the arc. This forms a narrow arc column, which in turn creates the traditional pure argon penetration profile: deep and relatively narrow (see Figure 2).
There is a slight tendency for undercutting or bead rollover caused by the lack of heat at the outer edges of the puddle in both GTAW and GMAW. In the GMAW process, pure argon promotes spray transfer.
Helium. Helium also is a monatomic, inert gas, most commonly used for GTAW on nonferrous materials. In contrast to argon, helium has a high conductivity and ionization potential, which gives the opposite effects. Helium provides a wide profile (see Figure 3), good wetting on the edges of the bead, and higher heat input than pure argon.
The high ionization potential can create difficulty in arc starting unless high-frequency or capacitive arc starting is used for GTAW. Somewhat higher flow rates are recommended because the gas tends to rise in air. Pure helium promotes globular transfer and is rarely used for GMAW, with the exception of pure copper.
Carbon Dioxide. CO2 usually is used for GMAW short-circuit transfer and FCAW. CO2 is a compound molecule with fairly complex interactions in the arc column. The CO2 will disassociate into CO and O2 at the temperatures encountered in the arc. This creates the potential for oxidizing of the base metal and dealloying of the weld puddle or bead.
Recombination of the CO/O2 gives a fairly wide penetration profile at the surface of the weld, while the low ionization potential and thermal conductivity create a hot area at the center of the arc column. This tends to give the overall weld a well-balanced width-to-depth penetration profile (see Figure 4). For GMAW applications, pure CO2 is unable to produce spray transfer, and it promotes globular transfer, which can cause a great deal of spatter.
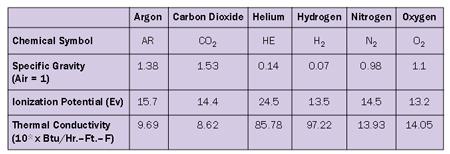
Figure 1 A fabricator has a variety of shielding gases to consider when arc welding.
Other Gases Used in Mixtures
Oxygen. Oxygen is a diatomic (two-atom-molecule), active shielding gas component usually used in GMAW mixes at concentrations of less than 10 percent. Oxygen has a heat input potential resulting from both its ionization energy and its energy of disassociation (energy liberated by the splitting of the molecule into individual atoms in the arc).
Oxygen creates a very wide and fairly shallow penetration profile, with high heat input at the surface of the work. Since the high heat reduces the surface tension of the molten metal, spray transfer is facilitated, as well as wetting at the toe of the weld. Oxygen/argon mixes exhibit a characteristic "nailhead" penetration profile with GMAW carbon steel, which is the most common application. Oxygen also is used in trimixes with CO2 and argon, where it provides the wetting and spray advantages.
Hydrogen. Hydrogen is a diatomic, active shielding gas component usually used in welding mixes at concentrations of less than 10 percent.
Hydrogen is primarily used with austenitic stainless steels to promote oxide removal and increase heat input. As with all of the diatomic molecules, a hotter, wider surface bead results. Hydrogen is not suitable for ferritic or martensitic steels because of cracking issues. Penetration is increased as well.
Hydrogen also may be used in higher percentages (30 percent to 40 percent) in plasma cutting operations on stainless steel to increase capacity and reduce slag.
Nitrogen. Nitrogen is the least commonly used addition for shielding purposes. It is mainly used for the promotion of austenite and to improve corrosion resistance in duplex and superduplex steels.
Gas Mixtures
Many different gas mixtures are used in welding, depending on the process and material (see Figure 5).
GMAW, Carbon Steel. Most of the commonly used mixes for this material consist of argon/CO2, argon/O2, or all three gases together.
In the argon/CO2 mixes, the CO2 content varies from 5 percent to 25 percent. Mixes with little CO2 usually are used for spray transfer on heavy materials or when low heat input and shallow penetration are desired for thin materials. High CO2 content promotes short-circuit transfer and can provide additional cleaning action and deep penetration in heavy materials (see Figure 6). However, increasing CO2 content also means an increased rate of depletion of alloying elements.
In the argon/O2 mixes, oxygen percentage usually is between 2 and 5. These gases typically are used in spray transfer on fairly clean materials (see Figure 7). Many structural steel fabricators use argon/O2 mixes because they allow for welding on lightly oxidized base metal. Oxygen-containing gases must be evaluated for their alloy depletion potential, which can be significant in higher percentages.

Figure 2 The traditional pure argon penetration profile is deep and narrow.
The content of O2 and CO2 tri-mixes is between 2 percent and 8 percent. Mixes of this type work well in both spray transfer and short-circuit mode and may be used on many material thicknesses. The oxygen tends to promote spray transfer at low voltages, while the CO2 aids penetration. Trimixes containing argon, CO2, and O2 enable short-circuit and spray transfer modes at lower voltages than many argon/CO2 binary mixes.
GMAW, Stainless Steel. The most common gases for welding stainless steel are argon/O2 and helium/argon/ CO2 mixes. The argon/O2 blends tend to have about 2 percent oxygen and perform well in spray transfer if some weld discoloration can be tolerated.
The trimixes are available in two major types: argon-rich and helium-rich. Helium-rich gases (about 90 percent helium) are used for short-circuit transfer and include a small amount of argon for arc stabilization and a very small amount of CO2 for penetration and cleaning. Argon-rich mixes tend to have about 80 percent argon and about 1 percent to 2 percent CO2 with the remainder helium. Argon-rich mixes traditionally are used for spray transfer, as the high argon content allows spray transfer to occur at relatively low voltages and the helium gives good wetting, flat bead profiles, and good color match.
GMAW, Aluminum. Aluminum GMAW usually is performed with pure argon, but if heavy sections are encountered, helium may be added up to 75 percent. The helium allows for significantly better wetting than pure argon and a more fluid puddle that allows more time for porosity-causing impurities to escape. Higher helium concentrations require significantly more voltage to operate in spray transfer than 100 percent argon.
FCAW, Carbon and Stainless Steel. FCAW is most commonly performed with a gas consisting of 20 percent to 25 percent CO2 with the balance argon. This mix allows for good arc performance: The CO2 provides penetration and good slag formation, while the argon content tends to reduce fumes and smoke. Sometimes a portion of the CO2 is replaced with helium to reduce fumes further.
Alloy depletion is less of a concern in FCAW because elements prone to the effects of CO2 can be compensated for in the flux composition during manufacture of the wire.
GTAW, Stainless and Aluminum. While pure argon is used for most GTAW processes on all materials, a number of mixes are designed to assist penetration and wetting on aluminum and stainless. Most of these mixes are argon/helium blends, with the helium content ranging from 10 percent to 75 percent. As in GMAW, this addition of helium assists in wetting on heavy-section aluminum and stainless steel applications in which the sluggishness of the molten pool is detrimental.
For 300 series stainless steels, gases are available that contain between 2 percent and 5 percent hydrogen. This addition causes the completed weld to have a much better appearance .
Supply Systems
Shielding gas supply systems can affect the quality of the delivered gas in a variety of ways.
Pure Gas Supply Requirements. For delivery of the pure gases, four supply methods are most commonly used.
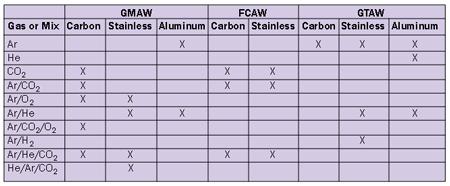
Figure 5 Different combinations of welding processes and materials require different combinations of welding gases.
Compressed-gas cylinders typically have the most potential for contamination because they are emptied and refilled continually. Some gas providers use cylinder valves with an integrated check valve to help reduce problems with gas purity. In addition, several grades of compressed gas are available with analyzed levels of impurities such as moisture, oxygen, and total hydrocarbons (THC).
Liquid cylinders, also known as dewars or VGLs, usually provide better-quality gas since the product is not vaporized, compressed, and repackaged. Quality analysis may be available for these products as well.
Bulk liquid gases tend to have the highest purity because they come directly from a production facility to the user's on-site storage.
Tube storage systems usually are trailer-mounted but may be ground-based bundles or skids. Empty trailers often are changed out for a full system, or, like the ground-based models, may be refilled on-site, or "bumped."
Mixed Gas Supply Requirements. Some of the most common gas mixtures used for welding—argon/CO2, argon/O2, and argon/helium—can be supplied by compressed-gas cylinders or a combination of storage systems. Supply modes can be from large systems with all components supplied from liquid tanks, to individual cylinders of the appropriate gas mix.
Gases coming from liquid bulk supply systems usually are combined in an industrial gas mixer to provide the proper mix. Often the gas requirements for smaller fabricators are such that either liquid cylinders or packs of compressed gas are used. Switchover manifolds on these components are available to automate and reduce the potential of contamination.
Piping. The quality of the piping that carries the gas from the supply point to the arc is very important in maintaining gas purity. In critical GTAW applications, 20 to 30 parts per million of moisture or oxygen can create an unacceptable weld. For this type of application, welded stainless steel tube or pipe is ideal. High-quality compression fittings also can be used with nearly identical results.
For ordinary-quality requirements, silver-brazed copper tube gives excellent results, particularly if the pipe system is purged with nitrogen as it is brazed. Several composite piping systems, usually consisting of a layer of aluminum between two layers of cross-linked polyethylene, are available and are very easy to install, with good-quality gas delivery possible. Welded black iron piping can be used if care is taken to clean the inside thoroughly.
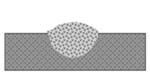
Figure 6 The argon/CO2 penetration profile can be adjusted by the amount of CO2 contained in the gas mixture.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Capturing, recording equipment inspection data for FMEA
