Determining the X-factor of a weldment is especially important to consider when welding chrome-moly steel.
Regardless which welding process you use, many factors play a role in helping you achieve the best weld quality. From selecting the correct power source to choosing an appropriate filler metal and the most durable gun or torch, each item contributes significantly to the overall success of the application. But what about other, less obvious items that also affect weld quality? The X-factor,
also called the Bruscato factor, is just such a thing.
Determining the X-factor of a weldment can help prevent defects on several types of materials, but it is especially important to consider when welding chromium-molybdenum (chrome-moly) steel. This type of steel commonly is used in high-temperature applications because of its ability to maintain strength under such conditions. Additionally, the X-factor directly impacts the filler metals that
you should use for such applications. And while it may seem intimidating at first, understanding and determining the X-factor can help you avoid costly rework and downtime in the long term.
Defining the X-factor
The X-factor is a calculation, or formula, that measures a weldment's resistance to temper embrittlement, a brittleness or loss of toughness that occurs when the weldment is held (or slowly cooled) through a temperature range of approximately 850 to 1,100 degrees F. It is also an efficient and accurate alternative to more expensive testing for this resistance, such as a creep rupture test or a
step-cooling test.
It is especially important to know the X-factor when welding certain chrome-moly steels, such as those used for boilers, process piping, steam tubes, heat exchangers, pressure vessels, and similar applications that are subject to high service temperatures for extended periods of time. Typical grades of chrome-moly steel for which the X-factor is most relevant include ASTM A387 grades, for
example, 11, 21, 22, and 91.
The X-factor measures four elements: phosphorus (P), antimony (Sb), tin (Sn), and arsenic (As). Each of these elements is commonly found (to a certain degree) in the steel portion of filler metals, such as the outer strip of a tubular wire. Together the elements have the greatest impact on a weldment's susceptibility to temper embrittlement. At elevated temperatures over a period of time,
these elements tend to migrate to and accumulate in the grain boundaries of the weldment, weakening its structure. This occurrence results in a loss of ductility and toughness, and eventually causes temper embrittlement. Elements such as silicon also can contribute to this problem, but to a much lesser degree.
Making the Measurement
You can measure the X-factor through a simple formula that multiplies and adds each of the four elements—P, Sb, Sn, A—in parts per million (PPM). As long as you know the chemistry of the filler metal that you are using, you will have access to the numbers needed to complete this calculation.
The X-factor Formula
X = (10P + 5Sb + 4Sn + As)/100
Where:
X = X-factor
Figure 1
10P = Amount of P in PPM multiplied by 10
5Sb = Amount of Sb in PPM multiplied by 5
4Sn = Amount of Sn in PPM multiplied by 4
As = Amount of As in PPM
Once all of these items are multiplied and added together, dividing that amount by 100 provides you with the X-factor for your weldment.
Consider this example for a filler metal with the following amounts of P, Sb, Sn, and As measured in weight percent:
P = 0.007 percent
Sb = 0.004 percent
Sn = 0.001 percent
As = 0.0016 percent
To determine the X-factor, first change each percentage to a decimal (for example, 0.007/100 = 0.00007) and then multiply that figure by 1,000,000 to obtain the PPM. For the phosphorus in this example, the conversion of 0.0007 percent results in 70 PPM.
The complete equation in this example looks like this:
X = [(10 X 70) + (5 X 40) + (4 X 10) + 16]/100
The X-factor for this weldment then is 9.56 PPM.
Typically, the goal when welding chrome-moly steel is to keep the X-factor at or below 15. Doing so ensures that you are controlling the amount of phosphorus, antimony, tin, and arsenic in the weldment while ensuring its toughness, or more specifically, its resistance to temper embrittlement.
A trend in recent years has been to maintain X-factor specifications lower than 15. This trend is due in part to the use of chrome-moly steels for increasingly higher service temperatures. At higher temperatures, the trace elements tend to migrate easier and can more readily lead to temper embrittlement. Weldments for high-temperature service applications in cold regions can also benefit from
a lower X-factor, as it ensures better toughness and more resistance to rupture, especially when the chrome-moly steel heats to temperature.
Taking Control
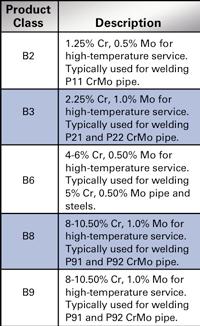
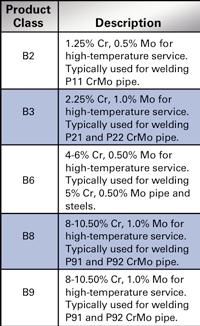
Low-alloy filler metals with a B product class are specified for welding the grades of chrome-moly steel most prone to temper embrittlement. These product classes include B2, B3, B6, B8, and B9, each of which meets the distinct chemical and mechanical properties for grades of chrome-moly steel containing from 1.25 percent Cr and 0.5 percent Mo all the way up to 10.5 percent Cr and 1 percent
Mo. Each is also able to create weldments that can withstand high-temperature service conditions without rupturing (see Figure 1).
To ensure their filler metals offer a relatively low X-factor and are able to resist temper embrittlement, filler metal manufacturers must precisely monitor and control all of the ingredients, and therefore chemistries, in their products. That includes paying close attention to the steel that is used for solid wires, for the strip surrounding tubular wires (flux-cored or metal-cored wires),
and for the core wire within stick electrodes. Using steel as pure as possible in filler metals is especially important, as phosphorus, antimony, tin, and arsenic are all trace elements from raw steel. Removing them completely from the steelmaking process is very expensive and would make the end product, your filler metal, cost-prohibitive.
Nonetheless, never assume that the filler metal you are using for your chrome-moly applications can automatically control the X-factor in your weldment. Not all low-alloy filler metals for welding chrome-moly steel have an X-factor below 15, nor are they required to meet this specification. If, however, your application requires temper embrittlement control, remember to complete the X-factor
calculation. If it is above 15, contact your welding distributor or filler metal manufacturer for an alternative product.
Moving Forward
As with any aspect of the welding process, the more you know, the more readily you'll be able to control your weld quality and overall welding performance. Knowing what the X-factor is and how to calculate it is no exception. In fact, when welding certain chrome-moly steel applications, you should consider the X-factor to be a rule.
Remember, filler metals have the greatest impact on the X-factor of your weldment, but never assume that just because you purchase a product for welding chrome-moly steel that it will have an X-factor below 15. Instead, do the math. It will save you time, money, and the frustration of unnecessary rework in the long run.
The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.