















Applications Welding Engineer

For welding applications spanning industries from energy to heavy-equipment manufacturing and structural steel projects, companies have come to rely on low-alloy steels for their mechanical and chemical properties. These metals offer increased strength and toughness, the ability to maintain strength and resist creep (that is, resist distortion under load) at high temperature, and a resistance to atmospheric corrosion.
Low-alloy steels get their mechanical and chemical properties from the addition of alloying elements, including nickel, chromium, molybdenum, and manganese. Less commonly, filler metal manufacturers may add vanadium or copper. Each element provides a distinct benefit. Nickel provides toughness, chromium offers creep resistance and high-temperature strength, and manganese offers hardenability and deoxidizing properties. Molybdenum also offers hardenability, in addition to high-temperature strength. Depending on the type of low-alloy steel, varying amounts of alloying elements will be present. Common low-alloy steels are:
Low-alloy steels typically offer an ultimate tensile strength of 80,000 pounds per square inch (PSI) or greater. As with any material, they require a filler metal that matches their chemistry and provides the desired strength in the final weld. To that end, low-alloy filler metals are available in multiple product classifications, making them usable for a variety of low-alloy steels.
As a rule, the higher strength low-alloy steel provides makes the material less ductile and more prone to cracking after welding. Using a filler metal with low levels of diffusible hydrogen can help minimize cracking in low-alloy steels, as can implementing proper preheating procedures.
The goal when welding low-alloy steel is to match the filler metal and base material’s strength and chemistry as closely as possible. In some cases, the filler metal may actually have to exceed the metal’s strength if the joint design indicates it is the best procedure. If a welding procedure requires two different types of low-alloy steels to be welded together, matching the filler metal to lower-strength material can help provide the appropriate ductility to help prevent cracking.
Other factors that influence how to match a low-alloy filler metal to a given low-alloy steel include:
As with any welding application, when in doubt about the proper protocol for matching a low-alloy filler metal to a particular low-alloy steel, always consult with a trusted filler metal manufacturer or welding distributor.
Each type of low-alloy filler metal contains varying percentages of alloying elements to impart specific properties to the completed weld. Low-alloy filler metals are organized into American Welding Society- (AWS-) specified chemistry classifications (see Figures 1 and 2).
Product Classification A. These are carbon-molybdenum filler metals that have between 0.40 and 0.65 percent molybdenum to increase the weld’s strength and maintain that strength at elevated temperatures, even after postweld heat treatment occurs. These products are designed for use in boiler, pressure vessel, and pressure piping applications. They typically are available in shielded metal arc welding (SMAW) electrodes—E7018-A1 H4R, for example—and gas-shielded, flux-cored arc welding (FCAW) wires like E81T1-A1C.
Product Classification B. These filler metals, which contain additions of chromium and molybdenum, are used in high-temperature service applications such as pressure vessel and boiler welding with chrome-moly steels. The alloy additions can be 1.25 to 10.50 percent chromium and 0.5 to 1.0 percent molybdenum.
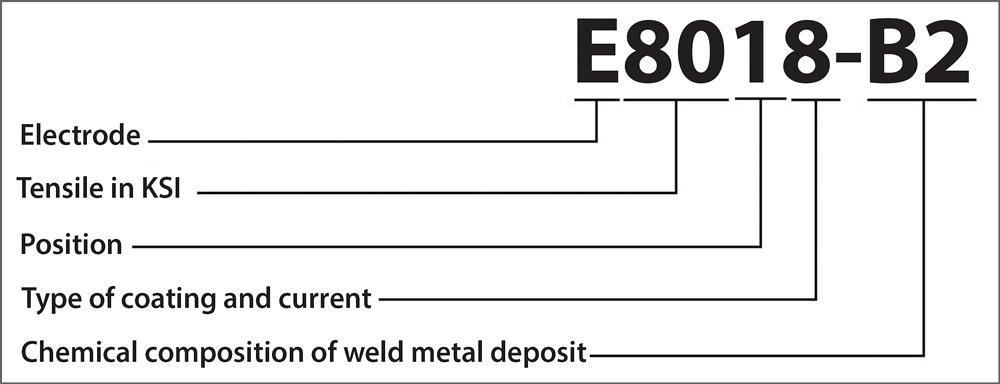
Figure 1
All low-alloy filler metals follow an AWS classification to identify them as low-alloy products. This shielded metal arc welding electrode has a B2 product classification (see Figure 2). The E signifies this is an electrode; the 80 indicates 80,000-PSI tensile strength; and the 1 shows that it can be used in all positions. The 8 signifies that the electrode has a low-hydrogen iron powder coating and can be used with alternating current (AC) or direct current electrode positive (DCEP).
Common filler metals in this category are B2, B3, B6, B8, and B9, available in SMAW electrodes and FCAW or gas metal arc welding (GMAW) wires. Some contractors are turning to FCAW wires for their increased productivity.
Product Classifications C/Ni. For SMAW, a C product classification designates that the electrode has nickel alloy, as in an E8018-C3. Solid and tubular low-alloy wires use Ni in the AWS classification to designate nickel alloying, as in AWS E81T1-Ni1. Both types of filler metals contain additions of 1 to 4 percent nickel to improve strength and toughness. Applications for these filler metals include earthmoving and mining equipment and the general fabrication of low-alloy steels 80,000 PSI or greater, such as HSLA, HY-80, and A514.
Product Classification D. SMAW, FCAW, and GMAW (including metal-cored wires such as E90C-D2) with a D product classification contain additional manganese and molybdenum. They are designed for welding a variety of steels with strengths greater than 80,000 PSI. These include materials found in heavy equipment and crane manufacturing, as well as the general fabrication of HSLA, HY-80-100, and A514 low-alloy steels.
Product Classification G. Low-alloy filler metals with a G classification—E81T1-GC and ER90S-G, among others—are a bit tricky. They do not fit into any of the AWS-defined classifications that cover low-alloy filler metals. Although they must meet tensile requirements specified in the AWS classification, the alloy requirements are not defined. Instead, the properties are agreed upon between the filler metal manufacturer and end user. They cannot be used in prequalified welding procedures, which makes them more difficult to qualify for certain applications. These filler metals are available for SMAW, FCAW, and GMAW (including metal-cored) processes.
Product Classification K. This classification is used only for GMAW (metal-cored exclusively) and FCAW. These manganese-nickel-molybdenum filler metals are designed to join HSLA steels, as they provide increased strength—up to 120,000-PSI minimum tensile strength—and toughness. Fabricators also can use them to join Q&T steels. Filler metal manufacturers might add chromium in some instances. Applications include heavy equipment and crane manufacturing, offshore applications, and shipbuilding.
Product Classification M. This is used only for SMAW, such as E9018-M H4R. The M stands for military or military-similar, because these filler metals have chemical and mechanical requirements that are similar to military-classified products. The filler metals are alloyed with combinations of manganese, nickel, chromium, and molybdenum (and sometimes other elements) to increase strength and toughness. They are used for joining HSLA as well as Q&T steels. SMAW electrodes in this category are qualified with minimum tensile strengths as high as 120,000 PSI.
Product Classification W. The W designates filler metals used to weld weathering steel. These steels are resistant to atmospheric corrosion and have a unique-looking patina or rust. The addition of 0.5 percent copper to these filler metals allows the weld deposit to match this unique surface appearance. Alloying with copper can cause welds to be slightly more crack-sensitive, though the chances for such problems are minimal. As a best practice, always follow proper welding procedures.
As with any welding application, using a low-alloy filler metal that provides the appropriate strength, ductility, toughness, and crack resistance in the final weld is critical to successful welding. However, because so many varieties of low-alloy steel are available, each with unique characteristics, there is no “one size fits all” filler metal for the job.
As always, consider the mechanical and chemical properties of the specific low-alloy steel being welded and the intended service conditions of the application before you select a low-alloy filler metal.
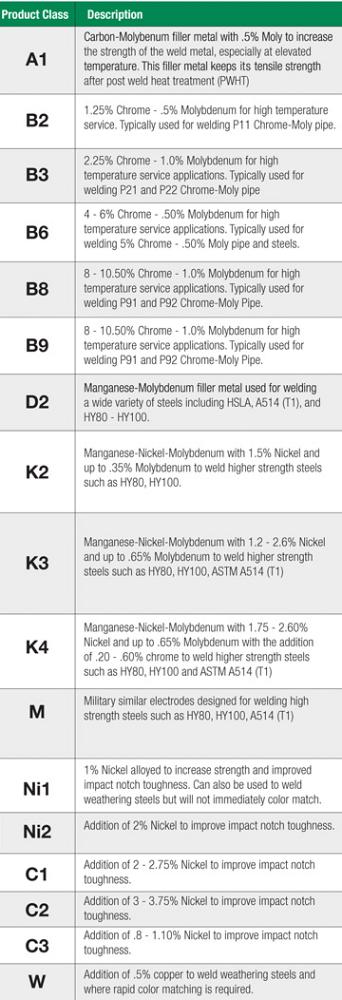
Figure 2


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





