















Research and Design Engineering Manager

Welding chrome-moly steel with flux-cored wire
Companies traditionally have relied on shielded metal arc welding (SMAW, or stick) electrodes for welding chrome-moly tube and pipe, in part for the mechanical and chemical properties they provide and in part because they are the accepted standard specified for such applications. However, with greater demands to increase productivity and stay competitive, some companies are considering a wire welding process as a means to get ahead. Some have begun to use T-1 or T-5 gas-shielded, flux-cored wires, both of which have undergone significant advancements in recent years and offer greater consistency than similar products offered in the past.
Like any filler metal, flux-cored wires for chrome-moly have distinct advantages and disadvantages. Flux-cored wire’s main advantage is speed. Because it comes on a spool and is hundreds of feet long, it can provide a long, continuous weld, which is much faster than stopping to get a new stick after 12 or 15 inches of welding. However, flux-cored wire isn’t the best consumable for every welding job. Learning about the main types of flux-cored wire for chrome-moly tube and pipe is the first step in considering the switch.
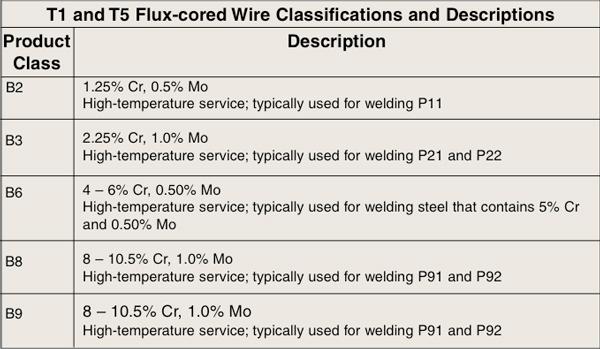
Flux-cored wires referred to as T-1 have a rutile (or acidic) slag system. Suppliers often offer T-1 wires in several product classes to match the chemical and mechanical properties of various chrome-moly tube and pipe. These wire classes include B2, B3, B6, B8, and B9, which contain from 1.25 to 10.5 percent chrome and 0.5 to 1 percent molybdenum (see Figure 1).
A T-1 wire’s slag system results in an easy-to-remove slag and makes the wire well-suited for welding on multipass applications because it requires minimal cleanup between passes. This category of wire also creates low amounts of spatter, which reduces the need for postweld cleaning.
Typically, T-1 flux-cored wires for chrome-moly have a table arc and weld smoothly. Consequently, they appeal to welders across a broad skill range, even those with little flux-cored arc welding (FCAW) experience. The wires operate with either 100 percent CO2 shielding gas or a blend of argon and CO2 (usually in a 75/25 percent mixture) and provide a high deposition rate. They also create well-shaped, uniform, and smooth weld beads and are available in low-hydrogen versions. In the past T-1 flux-cored wires were available only in H16 or H8 versions, meaning they had 16 or 8 milliliters of diffusible hydrogen, respectively, per 100 grams of weld metal. Some of today’s T-1 flux-cored wires are available in an H4 version; as the designation implies, they have as little as 4 ml of diffusible hydrogen per 100 g of weld metal.
Additionally, many T-1 flux-cored wires also are useful for out-of-position welding, allowing their use on existing piping systems. Steam piping, heat exchangers, and other high-temperature, corrosion-resistant applications are common examples that can benefit from these wires. The ability to weld out-of-position provides a distinct advantage over other processes, such as submerged arc welding, which are suitable for use only in the flat position or while the tube or pipe rotates.
That said, T-1 wires do have disadvantages that limit the chrome-moly applications on which they can be used. First, T-1 flux-cored wires tend to create welds with slightly higher oxygen content than other filler metals, typically 600 to 1,200 parts per million (PPM). Compared to stick electrodes or T-5 flux-cored wires (to be discussed later), this higher oxygen content reduces the toughness of the T-1 weld in both the as-welded and post-weld heat-treated (PWHT) conditions. Cool ambient temperatures aggravate this characteristic, so T-1 wire is not the best candidate for applications such as the cold start of a power plant that has been shut down or a piping application subject to extremely cold weather. As a rule, T-1 flux-cored wires for chrome-moly also have higher weld metal hardness compared to a stick electrode or submerged arc wire, which makes them more prone to cracking.
T-5 flux-cored wires are a potential alternative to T-1 wires, especially for applications requiring good toughness, as they feature a lime-fluoride (also referred to as basic) slag system capable of providing clean welds with low sulfur and oxygen content. Specifically, T-5 flux-cored wires have a high capacity for absorbing oxygen, resulting in an oxygen level of about 400 to 700 PPM, which is substantially less than the 600 to 1,200 PPM in a T-1 weld deposit. This lower oxygen level improves the toughness regardless of the application’s temperature.
Newer versions of T-5 flux-cored wires, including those with an American Welding Society classification of E81T5-B2M H4 (among others), have even lower levels of oxygen in the final
weldment. Some are less than 200 PPM.In general, T-5 flux-cored wires also have low diffusible hydrogen levels, 4 to 8 ml per 100 g of weld metal, and therefore have good crack resistance. They also are porosity-resistant, making them suitable for casting weld repairs that may contain moisture.
Like T-1 wires, T-5 wires have drawbacks. T-5’s basic slag system has a low melting point that creates a weld puddle that is usually too fluid for out-of-position welding, making these wires unsuitable for repairs on an existing, immovable piping system. Also, controlling the puddle is challenging, so T-5 isn’t the best choice for less experienced welders. They also tend to have a less stable arc and generate more spatter than T-1 wires. In many cases, they are not as efficient for multipass welding due to their difficult-to-remove slag, which requires more chipping between weld passes than a T-1 wire.
Typically, suppliers offer T-5 flux-cored wires for chrome-moly applications in two product classes: B2 and B3. The wires in the B2 product class contain 1.25 percent chrome and 0.5 percent molybdenum and are well-suited for welding P11 chrome-moly pipe that is subject to high-temperature service conditions. The B3 product class contains 2.25 percent chrome and 1 percent molybdenum. They are typically used for welding P21 and P22 chrome-moly pipe and are also good for high-temperature applications.
Ultimately, the challenge of T-5 wires is that they can be difficult to use and usually are limited to flat and horizontal welding positions. In recent years, however, new versions of T-5 flux-cored wires have emerged, including the E81T5-B2M H4 wire mentioned previously, along with those classified as E91T5-B3M H4. These wires have slightly different characteristics than traditional T-5 wires—namely, they are more readily weldable out of position, particularly vertical-up and vertical-down.
These wires operate with a mixed shielding gas (argon and CO2) rather than straight CO2, which provides a stable arc similar to, but not as steady as, that of a T-1 flux-cored wire. As a result, these wires often are easier to train welding operators to use, but they still provide the toughness desired with a traditional T-5 wire. Usually they have impact properties of more than 37 joules at -58 degrees F in the as-welded condition. In the PWHT condition, they can offer toughness greater than 47 joules at -40 degrees F. These newer T-5 wires typically have greater slag coverage as well. The slag provides good-quality welds, yet is relatively easy to remove.
One disadvantage of these newer wires, however, is that unlike other T-5 wires, they operate on DC, negative polarity (DCEN) and therefore require a different power source. Also, the weld puddle on these wires types tends to behave differently than other T-1 or T-5 wires, which may require additional welder training to use them properly.
With these newer wires, as well as the traditional T-5 flux-cored wires and T-1 wires, the X-factor is critical. The X-factor is a formula that measures a weldment’s resistance to temper embrittlement, which is the brittleness, or loss of toughness, that occurs when the weldment is held (or slowly cooled) through a temperature range of approximately 850 to 1,100 degrees F. It is particularly important when welding chrome-moly. For all types of flux-cored wire welding of chrome-moly, the X-factor should be below 15.
Determining whether an application can benefit from a T-1 or T-5 welding wire depends on several factors, including whether the specifications for the particular chrome-moly application can be changed. In some circumstances, it may simply not be an option to change from stick or submerged arc welding. In others, switching might not improve the weld. However, the latest T-1 or T-5 flux-cored wires are worth a look because, in some cases, they may improve productivity and help companies gain a competitive edge.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}