















Cored Wire Product Manager

Looking for ways to improve your welding operations? If you haven't examined different welding wire types, you could be missing out.
Many fabricators overlook the efficiencies they can gain by changing a wire or process. In fact, when you ask fabricators why they're using a particular electrode, some respond with "That's the way it's always been done here," even though another way might yield significant improvement.
Many gas-shielded electrodes—each with different mechanical properties, arc behavior, and intended applications —are available for almost any welding project. Depending on your requirements for quality, productivity, and cost, you can select from among three different gas-shielded arc welding wires for your application:
GMAW requires a solid wire electrode or a composite metal-cored electrode. Solid wire electrodes commonly are referred to as GMAW electrodes. The mechanical properties and strength of the weld deposit depend first on the chemistry of the wire and second on the type of shielding gas used (see Figure 1). Shielding gas is necessary to protect the weld from the atmosphere. Fabricators often prefer GMAW because the weld deposit is slagless and requires little or no cleanup, which increases efficiency.
Dirty Steel. Many classifications of GMAW wire exist, each with varying levels of deoxidizers. Highly deoxidized wire can tolerate light to medium levels of surface contaminants. For these applications, look for ER70S-6 wire, which has higher levels of silicon and manganese than an ER70S-3. You also can choose an intermediate electrode, ER70S-4, for applications requiring more deoxidizers than ER70S-3 but less than ER70S-6.
Remember to select GMAW wire from a creditable manufacturer to ensure consistent chemistry, diameter, and feedability from lot to lot or spool to spool. Some imported GMAW wires are labeled as ER70S-6 but actually conform to the European SG2 classification. Many European wires labeled as ER70S-6 do not meet ER70S-6 chemistry required by the American Welding Society (AWS) and therefore might not be suitable for your application.
Travel Speed. On blasted plate, solid GMAW wire performs well. On a plate with heavy mill scale, GMAW wire doesn't perform as well as metal-cored wire or flux-cored wire. Solid GMAW wires don't deoxidize mill scale as readily, affecting bead shape and travel speeds adversely.
Out-of-position Welding. Solid GMAW wire can be used for out-of-position welding using a short-arc procedure on thin materials, which yields low deposition rates. As an alternative, pulse-spray welding with these electrodes can increase the deposition rates while still providing out-of-position capabilities.
Mechanical Properties. Generally, the strength of a weld deposit made with a solid GMAW electrode is limited to the strength of the electrode. If you have a high-strength, low-alloy base material, it may be difficult to find a solid steel GMAW wire that will meet the base material requirements. For these applications, a metal-cored or flux-cored electrode might be more appropriate.
Postweld Operations. For certain modes of metal transfer with solid GMAW wire—such as short-arc and globular—some spatter may occur that requires postweld cleanup. Silicon islands can be deposited during GMAW that might need to be removed before painting or coating. However, GMAW with solid wire generally is a clean process that requires minimal postweld operations.
Metal-cored wires are tubular electrodes with metallic constituents in the core. Like solid GMAW wire, metal-cored wire produces a slagless weld that requires little or no cleanup. The performance characteristics also are similar to those of solid GMAW wire. Formerly classified as a flux-cored wire, metal-cored wire now is classified as a composite GMAW electrode.
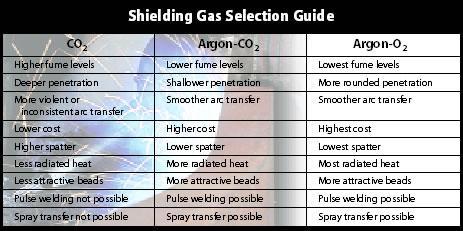
Figure 1: Shielding Gas Selection Guide
Dirty Steel. Metal-cored wire can handle mill scale and surface contaminants better than GMAW wire because of its metallic components. These components help the metal-cored electrode deoxidize the scale better than solid wire, which is the reason this type of wire is a better choice if you don't want to blast material before welding.
Deposition. Due to the tubular nature of metal-cored wire, the current density of a metal-cored wire is higher at a given amperage than a solid wire of the same diameter. This can result in higher deposition rates at a given amperage. In some automated applications, large-diameter metal-cored wire can match or exceed the performance of gas-shielded flux-cored wire. However, large-diameter metal-cored wire might not be suitable for semiautomatic welding because of the high amperages used and heat radiated from the arc.
Travel Speed. Metal-cored wire should be your first choice if travel speed is your primary concern. On a plate with mill scale, metal-cored wire can produce improved wetting and a flatter bead shape as well as increase productivity because of lower spatter levels (less postweld cleanup) and faster travel speed.
Out-of-position Welding. Although it is possible to use metal-cored wire out of position at low amperages in a short-arc mode, metal-cored wire generally isn't used for out-of-position welding, except for in the vertical-down position. Like with solid GMAW wire, pulse welding can improve out-of-position deposition rates with metal-cored wire.
Mechanical Properties. Metal-cored electrodes are available for high-strength, low-alloy applications. Low-alloy metallic components can be added to the core to achieve the desired mechanical properties. This ability to add components can make it easier to produce the desired mechanical properties with metal-cored electrodes than with solid wires of comparable strength.
Postweld Operations. You may need to do some postweld cleanup to remove the silicon islands deposited from metal-cored electrodes before painting or coating the base metal. However, cleanup time may be reduced overall because metal-cored wire typically produces little spatter.
These tubular electrodes contain fluxing agents in the core, as well as deoxidizers, to provide additional protection from the atmosphere. The flux ingredients can be engineered to enhance the mechanical properties of the weld deposit. FCAW electrodes are available for both out-of-position and in-position welding.
Dirty Steel. FCAW wire is the most tolerant of the three types of wires for welding dirty base metal. Because it has a flux and is used with a shielding gas, it offers an added layer of atmospheric protection.
Deposition. For high-deposition applications, large-diameter, gas-shielded FCAW wires often can deposit more pounds per hour than solid GMAW or metal-cored wire.
An exception to this rule is tandem GMAW, which uses two solid wires in one weld pool. Tandem GMAW offers advantages similar to automatic metal-cored welding, often exceeding deposition rates of gas-shielded FCAW wire.
Out-of-position Welding. To obtain high deposition rates for out-of-position welding, choose small-diameter—0.035- to 116-inch-diameter—gas-shielded FCAW wire. Wires such as AWS E71T-1 or E71T-12 offer high deposition rates when used out-of-position. The slag from these products is designed to support the puddle when welding vertical-up or overhead.
Mechanical Properties. Because slagging agents and other components are added to their cores, FCAW electrodes can achieve good mechanical properties. FCAW electrodes can be used for many high-strength, low-alloy applications.
Postweld Operations. FCAW wire requires the most labor-intensive cleanup because of the slag it leaves on the weld. You will need to remove slag between passes in multiple-pass applications and before painting or coating.
Now that you know all about wire, it's important to keep in mind that all electrodes aren't created equal. Look for wire that offers consistent chemistry, wire diameter, feedability, and arc performance. Variations in the wire may result in lower productivity, higher operating costs, and inconsistent welds.
For example, inconsistent wire diameter can cause feeding problems and might require repetitive procedural adjustments within a spool or between spools. Inconsistent feedability results in wire chatter, reduced gun consumables life, poor starting, and wire burnback in the contact tip.
Consistency is crucial to increasing productivity on the production line.
Lisa Byall is GMAW and sub-arc product manager and Doug Krebs is cored-wire product manager of The Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100, fax 216-486-1751, www.lincolnelectric.com.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





