















Professor Emeritus and Director - Center for Precision Forming

Editor's Note: This article is Part II of a three-part series discussing the microstructure of boron steels and coatings on the sheet surface. Part I, which appeared in the December 2006 issue, discussed process methods and uses. Part III, which will appear in February 2007, will discuss the application of finite element (FE) simulation to the hot-stamping process.
This column was prepared by the staff of the Center for Precision Forming (CPF), The Ohio State University, Professor Taylan Altan, director.
To reduce weight in automotive body design, OEMs use conventional lightweight materials such as aluminum, magnesium, and polymers, but the use of ultrahigh-strength steels also is increasing. Conventional cold-stamping methods and microalloyed boron steel (22MnB5) processing can be performed with a nonisothermal hot sheet metal forming process called direct hot stamping. This new process combines hot forming and subsequent quench hardening in a single process step.
Hot stamping is compatible with boron-alloyed steel's chemical composition, because it creates a robust process window for quenching, which causes martensitic transformation.1,2 Boron steels belong to a group of martensitic steels with good hardenability at low cooling rates.
The base material, 22MnB5, has a ferritic-pearlitic microstructure with a tensile strength of approximately 600 megapascals (MPa) (87 ksi). After the part is hot-stamped, it has a martensitic microstructure and increased strength, up to 250 percent of its initial value.2 This technology offers considerable potential for minimizing component weight by reducing sheet thickness and the number of components needed. Hot-stamping technology can be used for A- and B-pillar reinforcements, roof rails, side-wall members, and beams for crash management structures.3 Compared with cold-formed parts, hot-stamped parts provide better formability at high temperatures and exhibit no springback on the final part.
Hot-stamping metallurgy starts with austenitizing sheet blanks or preformed geometries in a continuous-feed furnace for approximately five to 10 minutes at temperatures between 900 degrees C and 950 degrees C. This procedure creates a homogeneous austenitic microstructure. Blanks then are quickly transferred into a cooled stamping die using an automatic feeding system. This transfer generally takes less than three seconds.
At high temperatures of 650 degrees C to 850 degrees C, the material has excellent formability and can be formed into a complex shape in a single stroke. Quenching takes place simultaneously or right after forming. During quenching, the austenitic microstructure transforms into a martensitic one because of rapid cooling (between 50 degrees C/second and 100 degrees C/second). As a result of this microstructural change, component tensile strength of more than 1,500 MPa (218 ksi) is possible.1-5 Because the part remains in the die during the cooling stage, springback is minimized. Figure 1 illustrates an overview of the hot-stamping process sequence.
If a sheet blank is not coated, heating must be done in a protective atmosphere to avoid oxidation (scaling) and surface decarburization. However, when uncoated boron steel is transferred from the furnace to the press, an irregular and abrasive iron oxide layer forms on the blank's surface.
Because of this direct contact with atmospheric oxygen, oxidation occurs. In this case, it's impossible to avoid some superficial decarburization (up to 60 µm), which is detrimental to a part's final properties.1 Since the scale is characterized by extreme hardness, movement between the die and ultrahigh-strength blank during hot stamping may result in high die wear.
Moreover, these parts should be shotblasted or sandblasted to remove the scale layer. Shotblasting is expensive and can be harmful to thin parts' geometric tolerances. This scaling during hot stamping can be avoided by using an aluminum-silicon surface coating. For example, Usibor, a 1500P fine-grain alloy developed by Arcelor, has homogeneously distributed ferritic-pearlitic microstructure. This precoated boron steel has an aluminum-silicon-based layer that is between 23 µm and 32 µm thick.1,2
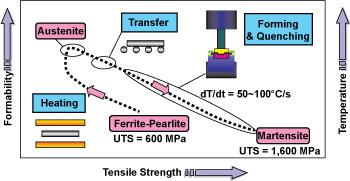
Figure 1: Tensile strength and microstructure change during hot stamping.
During heating, this protective coating is transformed into an alloyed layer of Fe-Al-Si that is highly adherent to the substrate and has good corrosion properties (see Figure 2). The hot-stamped Usibor 1500P parts are ready to be painted without shotblasting (no scale). They have excellent geometric tolerances and do not show any decarburization because of the coating's protective effect in the furnace.1 Usibor 1500P provides technical and economical advantages in product development for hot stamping.
Usibor 1500P is used for the pillars and sills of the new VW Passat® and the Mercedes S Class; for A-pillars in the Land Rover; and bumper beams in the Ford Mustang®.1 Hot stamping precoated boron-alloyed steel 22MnB5 is increasingly being used in new European and American cars.
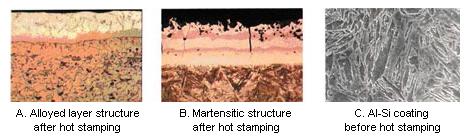
Figure 2: During heating, a protective coating is transformed into an alloyed layer of Fe-Al-Si that is highly adherent to the substrate and has good corrosion properties.1

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





