















Professor Emeritus and Director - Center for Precision Forming

Editor's Note: This article is Part III of a three-part series discussing a study of lubrication and galling in forming of zinc-coated advanced high-strength steels (AHSS). Parts I and II, which appeared in the January/February and March issues, covered the twist-compression test (TCT) for preliminary evaluation of galling conditions and the deep-drawing test for evaluation of lubricants.
Forming of galvanized AHSS involves higher contact pressures at the tool-workpiece interface compared to forming mild steel. Under these severe interface conditions, improper selection of lubricants, tool materials, and tool coatings can result in high scrap rates and galling in stamping production.
In our study, a program investigated by ULSAB-AVC (Ultra-light Steel Auto Body—Advanced Vehicle Concepts), finite element (FE) simulations of B-pillar forming were conducted to determine the critical contact pressures at the die-workpiece interface that can cause lubricant failure and galling in forming AHSS parts.
Commercial software, PAM-STAMP 2G, was used to simulate the forming of a B-pillar from TRIP 600 steel.Figure 1shows the FE model with tool and initial sheet blank geometries.
The contact pressure on the side wall of the part was predicted to be about 200 MPa (29 ksi) and the maximum pressure was predicted to be 400 MPa (58 ksi) at the sharp die corner (see Figure 2). Where the maximum contact pressure is large, galling can occur on die surfaces, so it is important to emulate these critical pressure conditions in laboratory tribotests to study the lubricant performance and galling behavior in forming AHSS.
The SDT was developed to evaluate stamping lubricants, die materials, and coatings by emulating channel bending and deep-drawing operations for the higher grades of AHSS (DP 600/780, TRIP 780, and DP 980) (see Figure 3). With preliminary FE simulations of the SDT, four different die radii—0.2, 0.31, 0.39, and 0.47 inch—were determined to change the contact pressure from about 110 to 260 MPa (about 16 to 38 ksi) without any necking of the 14-in.-long, 1-in.-wide strip.
The die insert (DC53, supplied by International Mold Steel) was made to have four different radii (see Figure 3). In addition, the insert was designed to adjust freely to specific die-punch clearances that determined the ironing ratio of the strip. In SDT, two die inserts were used, and the final deformed specimen had a U shape.
The SDT was used to evaluate the performance of several stamping lubricants on uncoated and PVD-coated dies. Two different zinc coatings—galvannealed (GA) and galvanized (GI)—were used on the same grade of AHSS (DP 590/600) strip material. The uncoated and PVD-coated tool steel were selected for the test because they had shown different severities of galling in previous die coating evaluations with straight oil. With input from automotive stampers, steel producers, and lubricant companies, we selected various wet lubricants and dry-film lubricants (DFL) for the tests.
In the SDT, the maximum punch force was observed at the end of the stroke, so this force was used to evaluate the performance of the lubricants; the total punch force is influenced by the frictional force at the tool-workpiece interface.
The study resulted in several conclusions:
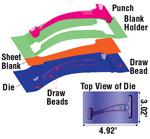
Figure 1: This B-pillar simulation model shows the geometries of the tool and the initial sheet blank.
Hyunok Kim is a research associate with the Center for Precision Forming (CPF), Dr. Taylan Altan, director, The Ohio State University, 339 Baker Systems, 1971 Neil Ave., Columbus, OH 43210-1271, 614-292-9267, www.cpforming.org.
This study was supported by the International Lead Zinc Research Organization (ILZRO) and conducted in cooperation with Irmco, International Mold Steel (Daido Steel), and Bohler-Uddeholm. ArcelorMittal, U.S. Steel, POSCO, and Radar Industries provided materials used to conduct the tests.
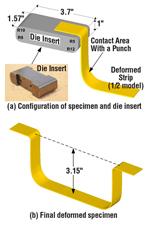
Figure 3: The die insert was made to have four different radii (top). The final deformed specimen had a U shape (bottom).

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





