















Product Manager
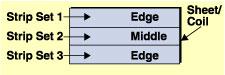 |
| Figure 1: A schematic view shows the three regions from which three strips of sheet are cut as raw material for manufacturing tubes. |
Only tubes whose material properties are consistent can be hydroformed into a high-quality product.
Variations in tube material properties may result in a high scrap rate, reduced productivity, and the need for a large inventory.1Variations are unavoidable if the tubes are manufactured from strips either supplied by different companies or from coils from one supplier but from different heats or batches.
It is known that within one tube, its properties can vary along its circumferential direction because of roll forming and welding operations. Material properties also can vary from one tube to another even if they are manufactured from the same coil because of variations in the material properties of the sheet along its width.2
Sheets used to manufacture tubes are made by hot-rolling large billets in a series of roll passes. In hot-rolling, the edges of the sheet (strip sets 1 and 3) cool at different rates than the material in the middle (strip set 2), as illustrated in Figure 1.This can lead to varying microstructures in different regions. Therefore, tubes made from the same strip may have different material properties because of different cooling rates at different locations in the sheet.
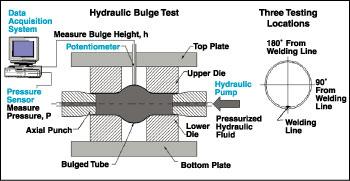 |
| Figure 2: The hydraulic bulge test simulates the state of biaxial stress a tube undergoes during hydroforming. |
Sheets are cut in a longitudinal direction to make strips of the required width (approximately equal to the tube circumference). These strips then are passed through a tube mill, which uses a roll forming operation to bend the strip into a tubular shape. A welding unit welds the strip edges together.
Like hot-rolling, roll forming may cause undesirable effects, such as varying material properties around a tube's circumference.
Uniaxial tensile tests usually are conducted to predict variations in the material properties of tubes.3,4Because the specimen for a tensile test is collected from the sheet or strip before it is bent and welded, the test does not reflect the tube's actual material properties. To predict variations in tube properties accurately, the tube must be tested under a state of biaxial stress.
The Engineering Research Center for Net Shape Manufacturing (ERC/ NSM) at The Ohio State University has developed and implemented a biaxial hydraulic bulge test to determine tube material properties (see Figure 2). The hydraulic bulge test simulates the biaxial stress a tube undergoes during hydroforming.
Specifically, this test identifies variations in material properties of tubes manufactured from the same coil, as well as material property variations along a tube's circumferential direction.5,6
Formability is an important characteristic in tube hydroforming. Various parameters are available to measure formability, such as bulge height at the bursting pressure and the percentage of wall thinning.
During each bulge test, a tube's internal pressure and bulge diameter are continuously measured and pressurized until the tube bursts. This data is used to calculate the tube's wall thinning percentage. These results are plotted on a bar graph to compare the formability of different tube sets. A tube set is tested as follows:7
By determining material properties of different sets of tubes manufactured from the same coil, we can study the effect of the hot-rolling operation on sheet material properties across its width. Studying the formability around a tube's circumference leads to conclusions about the effects of bending and welding operations around its circumference.
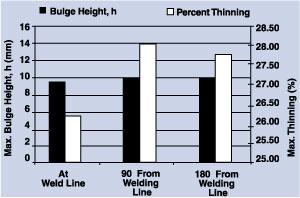 |
| Figure 3: The maximum bulge height (h) and maximum percentage of wall thinning are shown at different locations around the circumference for tube set 4. |
A recent study evaluated the formability of six sets of tubes. Figure 3 shows the measured bulge heights and thinning percentages at the bursting pressure around the circumference of tube set 4. We can observe from Figure 3 that the bulge height and the thinning percentage vary around the tube's circumference.
The study concluded that roll forming and welding operations alter a tube's formability. Furthermore, tube formability is not uniform around its circumference. The study found that tube formability is lowest at the welding line for both criteria (see Figure 3).
Figure 4(a) shows the highest and lowest percentage of wall thinning around the circumference of each tube set. From this figure, the study found that the maximum and minimum thinning percentages vary for different tube sets.
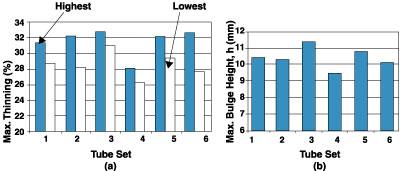 |
| Figure 4: Bar chart (a) compares the highest and lowest percentage of wall thinning for each tube set. Chart (b) compares the bulge heights, measured at the welding location for six sets of tubes. |
Tube set 4 has the lowest thinning percentage, indicating that this set has the lowest formability. Tube set 3 has the highest thinning percentage, indicating that it has the highest formability. The difference between the highest and lowest thinning percentage is the smallest for tube set 3, indicating minimum variation in tube formability around their circumferences.
Figure 4(b) illustrates variations in bulge heights for different tube sets. These tubes were manufactured from the same sheet, but from different locations. Although these tubes were manufactured from the same coil, significant differences were reported in maximum bulge height at the bursting pressure.
Determining differences among tubes, whether from variations in the original strip or introduced during the tube forming process, is a critical first step before hydroforming.
Simulating the state of biaxial stress helps to determine how tubes will react to the stresses of hydroforming.
Information derived from this test, such as maximum bulge height at burst and percentage of wall thinning, indicates the overall formability of the tube. In addition to determining differences in formability, performing the test at varying orientations, such as at 0, 90, and 180 degrees of rotation, reveals variations in formability around the tube's circumference.
Shrinivas Patil and Yingyot Aue-u-lan are graduate student associates and Dr. Taylan Altan is a professor and director of the ERC/NSM at The Ohio State University, 339 Baker Systems, 1971 Neil Ave., Columbus, OH 43210, phone 614-292-5063, fax 614-226-7219, e-mail altan.1@osu.edu, Web site www.ercnsm.org. The ERC/NSM-OSU conducts research and development; educates students; and organizes workshops, tutorials, and conferences for the stamping, tube hydroforming, forging, and machining industries.
1. C. Hielsher, "Tube Testing for the Production of Complex Hydroforming Parts," in proceedings from the International Conference on Hydroforming, Stuttgart, Germany, November 2001, pp. 63-64.
2. Y. Aue-u-lan, "Determination of Biaxial Formability and Flow Stress of Tubes for Low Carbon Steel Tubes," ERC report THF/ERC/NSM-02-R-14, 2002.
3. Hielscher, "Tube Testing for the Production of Complex Hydroforming Parts."
4. S. Kulukuru, "Determination of Flow Stress of Tubes for Hydroforming," Tube & Pipe Journal, Vol. 13, No. 2 (2002), pp.10-12.
5. Ibid.
6. Y. Aue-u-lan, "Determination of Flow Stress and Formability of Tubes for Hydroforming," ERC report THF/ERC/NSM-00-R-11, 2002.
7. Aue-u-lan, "Determination of Flow Stress and Formability of Tubes for Hydroforming."


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





