















Contributing Writer
 |
AMS Corporation, a miscellaneous-metals fabricator in Taunton, Mass., recently took on a large project for Olin College of Engineering, a new institution of higher learning near Boston. The project called for fabricating about 1,500 feet of 1 1/2-inch stainless steel pipe for handrails and stairway railing at the college (see Figure 1a).
The challenge for AAMS was not so much in the size of the project as in the finish required. A polished look was specified for all components of the job, which involved a large number of 90-degree corners.
At the same time AAMS also was working on a complex project for a retail-residential building at Uphams Corner in Boston. The company was constructing 400 ft. of railing for handicap entrance ramps. The ramp rails were fabricated from 1 1/4-in. Schedule 40 aluminum pipe with aluminum molding (see Figure 1b). After the pipe was welded and ground, the railing also required a polished finish.
AAMS wanted to be very careful with the rail polishing because both customers required it for aesthetic purposes. The company previously had relied on a 4-in. angle grinder for finishing. The angle grinder had been used mainly to grind down welds, and AAMS was doubtful that it could produce the highly polished finish necessary to meet the customers' specifications. Also, when working with 90-degree bends, operators found it difficult to move this type of grinder into the tighter spaces.
It soon became obvious that the finish produced by a conventional grinder would not be acceptable. A swirl pattern rather than a polished finish was the result from this type of grinding (see Figure 2). This was caused by the circular rotation of the grinding disk moving the abrasive against the grain of the pipe. The company could have achieved a uniform grain by hand polishing with steel wool, but the company considered that method too time-consuming, and it required a great deal of manual effort.
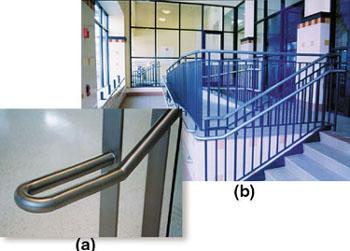 |
| Figure 1: AAMS had two construction projects that required the polishing of pipe. (a) One called for fabricating about 1,500 feet of 11¼2-inch stainless steel pipe for handrails and stairway railing at Olin College of Engineering. (b) The other involved constructing 400 ft. of railing for handicap entrance ramps from 1-1/4-in. Schedule 40 aluminum pipe. |
This led to a decision by AAMS to search for an alternative. The company decided it needed a finishing machine specifically designed for use on tube and pipe.
While scouring the Internet to find a tool that would help them achieve the required finishes, AAMS considered several pipe sanders. It chose the CS Unitec pipe sander, model LBR 1506 VR. According to Brendan Pequita, AAMS's layout specialist, the pipe sander was lightweight, making it easy to use, and it was also affordable.
In addition, it met another of the company's requirements by being portable enough to be used both in the shop and in the field. The sanding machine was suitable for 3/8- to 10-in. pipe, and the belt tightened continuously for different pipe diameters.
AAMS continued to use the 4-in. angle grinder to bring down the welds on both projects, but to achieve the final finish, it put the pipe sander to the test. The operator placed the sander over the pipe, which fit into a contour on the machine, and then walked it along the length of the pipe while an abrasive belt rotated around it. Because the sanding belt moved around the circumference of the pipe, the sanding was done in one direction, enabling it to meet the polishing specifications.
The operators went through several steps with the pipe sander to get the polish that was needed. They began using it with coarser 36-grit abrasive belts to remove gouges or imperfections in the milled pipe. Next they went to a medium 80 grit, which smoothed out the pipe, removed any marks left by the coarser grit, and produced a matte finish in preparation for final polishing. The final polish was made using a fine 120 grit, which gave the pipe the specified decorative look.
 |
| Figure 2: AAMS ran into problems using a conventional grinder to polish stainless steel and aluminum pipe because a swirl pattern was created by the circular rotation of the grinding disk, which often moved the abrasive against the grain of the pipe. |
AAMS estimates that finishing the two jobs with the pipe sander took half the time hand polishing would have taken. The tool proved to be adaptable to every surface of the rails for both projects. It was easily maneuvered around corners, fitting right into the 90-degree angles. In addition, Pequita said, "Because the machine did all the work, there was much less physical stress for the operators."
The pipe sander not only helped AAMS to finish these two projects as prescribed in a reasonable time frame, but it also gave this fabrication company new capabilities that can help it expand its customer base. Pequita predicted that "Now that we have the pipe sander, we will be much more likely to take on other finishing work in the future." In addition to polishing, pipe sanders can be used for standard grinding and surface structuring (see Figure 3) and cleaning of pipe.
Tom Carroll is president of CS Unitec Inc., 22 Harbor Ave., Norwalk, CT 06850, phone 800-700-5919, fax 203-853-9921, e-mail info@csunitec.com, Web site www.csunitec.com. CS Unitec supplies specialty power tools for surface finishing and metal fabricating.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





