















Director of Marketing - Global Cutting Technologies
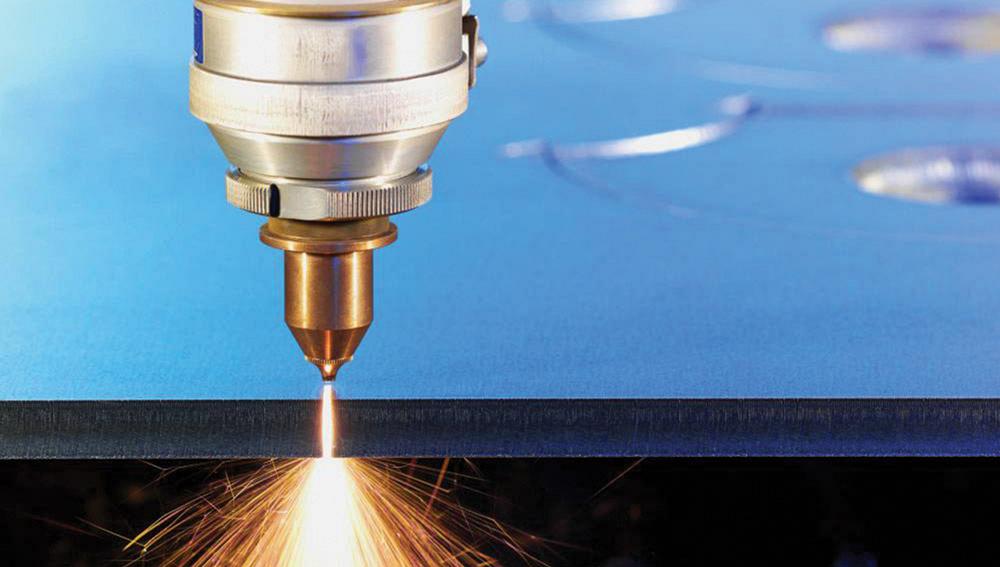
The first step in choosing the right mechanized CNC cutting system, such as the laser shown here, is understanding your application by defining your present needs and limitations while also considering future opportunities and goals.
ACNC cutting system opens the door to increased versatility in a metal fabrication environment and offers competitive advantages for small and large shops alike. Plasma, laser (CO2 and fiber), and waterjet are the primary CNC cutting processes, and each brings its own unique strengths to the table. Which begs the question: Which process is right for you?
This can be a difficult question to answer, especially considering the pace at which these cutting processes continue to evolve. Along with the processes mentioned previously, combined technologies such as plasma/waterjet configurations or laser/plasma systems can further muddle the decision process.
To evaluate which process is best for you, you must first understand your application and define your needs and limitations, all while accounting for new opportunities and future goals. By doing so, you best match the system capability with your needs, allowing you to take full advantage of the productivity, versatility, and quality benefits that automated cutting has to offer.
Arming yourself with as much information as possible about each process is the first step in making the best decision for your business. Here’s a snapshot of the individual advantages of the plasma, laser, and waterjet CNC cutting processes and what applications or considerations may make a process right for you.
Plasma. This process provides a good mix of cut quality, productivity, and reasonable operating cost for mild steel, stainless steel, and aluminum across a range of thicknesses. It can cut any conductive material, including carbon/mild steel, stainless steel, aluminum, copper, and brass; it can gouge and mark; and it can cut through metal with scale, rust, paint, or primer on the surface.
You can achieve good cut quality with a narrow heat-affected zone (HAZ) with plasma, which reduces plate warping and discoloration. It produces fast cutting speeds and allows you to cut many material thicknesses and metal types. It also requires a significantly lower capital investment as well as operating and maintenance costs than some other methods.
The fundamental advantages of plasma cutting have steadily evolved as these systems have become more integrated and easier to operate, more reliable—thanks to improvements in torch technology—smaller, and more economical.
Waterjet. This cutting technology is known for its ability to yield consistently high cut quality, particularly on fine features and holes, and its accuracy on holes with a less than 1-to-1 diameter-to-thickness ratio. It cuts the widest range of material types (both metal and nonmetal) of all the processes. Since it is not a true thermal process, there is no HAZ.
Waterjet technology has progressed through increased power levels as well as software advancements that have made programming faster and high-precision 3-D cutting possible.
CO2 Laser. Like waterjet cutting, CO2 laser cutting produces excellent cut quality for fine features and acute angles. It has the ability to produce fast cut speeds on materials less than 3⁄8 in. The higher-power lasers cut a broad material thickness range with good tolerance.

Technology advancements in plasma cutting have made these systems smaller, more economical, easier to operate, and, thanks to torch technology improvements, more reliable.
Improvements in beam quality, nozzle technology, and process control have enhanced the cut edge quality that these laser systems can deliver across a wider power range.
Fiber Laser. If you’re looking for a process that can produce fine cuts, acute angles, and yield small cutting kerfs with high quality for precision applications, then fiber laser technology might be just what you need. It has a solid-state architecture (i.e., no turbines, blowers, or beam directional equipment), which helps keep maintenance costs low. Nozzles and lenses are the primary consumables.
Fiber laser offers the higher reliability of solid-state technology, lower cost of operation, extremely high energy efficiency, and more flexibility than its CO2 counterpart.
The primary drawback to fiber laser is associated with the 1-µ wavelength and the safety aspect that requires the process to be enclosed for eye safety. This carries implications for machine enclosures and material handling such as shuttle tables.
The cutting process that offers you the best value is the one that best satisfies your cutting needs. To understand what your needs are, you must first define a few critical requirements:
Initial Investment Cost. Of the three process technologies, a CNC plasma cutting machine has the lowest initial investment cost. Depending on type, size, and features, a plasma cutting machine can range from $10,000 to $300,000, though most industrial systems cost from $50,000 to $100,000.
CNC waterjet machines, which require expensive high-pressure intensifier pumps, the heart of the waterjet system, generally cost between $100,000 and $400,000 based on machine size and options.
CNC laser machines are usually the most costly. A new CO2 laser machine typically starts in the $350,000 range and can easily exceed $1 million. Fiber laser technology eliminates the need for expensive optical mirrors, but is still a significantly higher initial investment than plasma or waterjet with a price range of $200,000 to $600,000.
Operating Cost. Don’t stop at evaluating the initial cost of the cutting machine. Also important to consider are the ongoing costs of consumables. Operating costs include power, gases, consumables, abrasive, and routine maintenance. Fiber laser offers the lowest operating cost of the cutting processes, estimated at approximately $4 per hour. The operating cost of plasma is higher at an estimated $15 per hour; a CO2 laser stands at around $20 per hour. Waterjet is usually considered to be the most expensive to operate at an estimated rate of about $30 per hour.
Productivity. When you are considering operating cost, you must also look at your desired production rate. The cost per part is determined by the cost per hour to run the machine, divided by the number of parts produced per hour. Production rate is calculated by comparing cutting speed. A fair evaluation of productivity takes into consideration the number of cutting tools because you can easily have a machine with multiple heads cutting simultaneously.
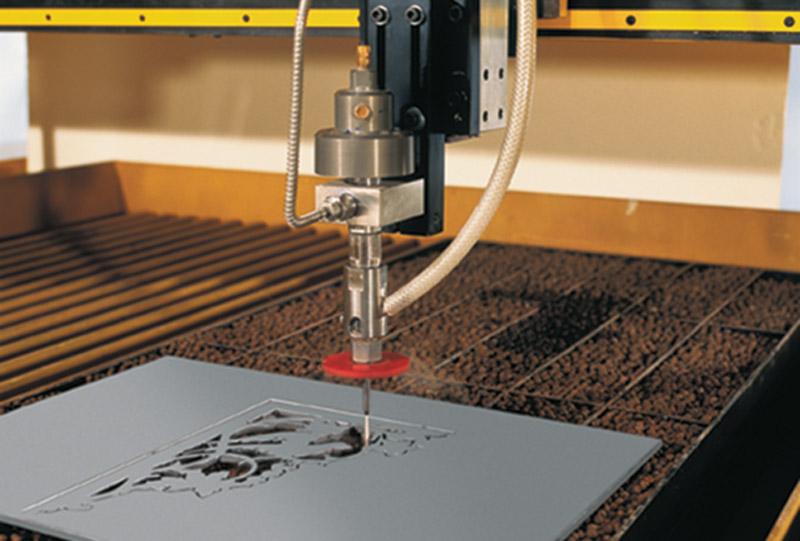
Waterjet cutting yields consistently high cut quality, particularly on fine features and holes, along with the ability to produce holes with less than a 1-to-1 diameter-to-thickness ratio. It cuts many materials with no HAZ.
For the purpose of comparison, we will examine the process speeds using a single torch or cutting tool. Using these parameters, laser has the fastest cut speeds on thin materials (less than 3⁄8 in.), but plasma has the highest productivity over a range of material types and thicknesses, as it can cut many materials anywhere from 20 to 200 inches per minute (IPM). Laser is fast on thin materials, typically 30 to 500 IPM, but slows down on thicker materials more than 3⁄8 in. Waterjet is by far the slowest cutting process. Depending on thickness and quality level, speeds on metal plate range from a fraction of an inch per minute up to 100 IPM.
Cut Quality. Cut quality is defined by the squareness of the finished edge, cut surface finish, amount of top edge rounding, as well as how much dross adheres to the bottom of the cut.
Waterjet produces a high-quality cut, delivering a very square cut with no top edge rounding, no dross, and no pierce spatter. Laser is a very close second place, as it also yields a very square cut. The surface finish produced by laser cutting is good, but on thicker mild steel or on stainless steel it can be a bit rougher and leave some dross. Judged against these two processes, plasma cutting produces lower cut quality. As it is a thermal process (unlike waterjet), plasma results in some edge bevel angle, top edge rounding, and dross. It also generates much more pierce spatter than laser as a result of the larger amount of material that needs to be removed for the larger kerf.
Cut Part Precision. Cut part precision is a measure of the actual resulting part size compared to the programmed part size. It also includes consideration of the kerf width, which determines how small of an inside contour can be cut. Heat distortion is also a factor, as it can throw off the finished part size, as well as cause the part to warp.
Waterjet provides the best precision, usually in the neighborhood of ± 0.005 in. with a kerf width of about 0.035 in. Because it is not a thermal process, waterjet causes no heat distortion. Laser follows closely with typical part tolerance of ± 0.005 in. and average kerf width around 0.025 in. However, laser can cause some heat distortion, especially on thicker plate. Plasma comes in last place, having a typical part size tolerance of about ± 0.020 in. and a typical kerf width of approximately 0.150 in. Plasma also creates some heat distortion, which can be reduced by cutting underwater.
Process Flexibility. While it can’t be quantified as easily as cost or production rate, process flexibility is important to consider for the range of materials you want to cut.
Waterjet cutting is by far the most flexible of the three cutting processes because it can cut almost any material. CO2 laser is limited to metallic materials, some plastics and fiberglass, and some fabric. Fiber lasers can’t cut acrylic or polycarbonate because of beam absorption properties, but they can cut reflective materials for this very same reason (something CO2 lasers struggle with). Plasma is the most limited when it comes to the effective range of materials it can cut. Plasma can cut only conductive metals, and is really practical only for mild steel, stainless steel, and aluminum.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





