















Vice President of Global Marketing
Waterjet technology continues to augment and replace other cutting technologies. By learning more about how waterjets work, you may be able to customize yours to improve productivity and cut quality.
So, how does a waterjet work? A waterjet system cuts via erosion. Its three main subsystems are an ultrahigh-pressure system, controls, and the actual cutting machine.
There are two types of ultrahigh-pressure pumps: intensifier and direct drive (see Figure 1).
An intensifier linear pump uses hydraulic oil to push a large “biscuit” with two plungers attached to it. The hydraulic oil pushes the biscuit to the right. Low-pressure water enters on the left side and high-pressure water exits to the right side. As the biscuit reaches the end of travel, it reverses direction, and high-pressure water exits on the left as low-pressure water enters on the right.
The biscuit area is 20 times bigger than the end of the plunger that touches the water, so the ratio is 20-to-1. That’s the intensification principle at work. For example, 3,000-PSI oil pressure would deliver 60,000-PSI water pressure.
A direct-drive rotary pump works a bit differently than the intensifier. Much like a pressure washer, a cam rotates, moving pony rods back and forth. Direct-drive rotary pumps have three cylinders containing plungers that pressurize the water rather than two used with the intensifier linear pump.
Both the intensifier pump and direct-drive pump are effective for high production in a factory setting; however, the direct drive cannot achieve the pressures of an intensifier pump because of metal fatigue issues that occur. Briefly, the intensifier strokes only 30 to 100 times per minute, whereas the direct-drive pump strokes 700 to 1,200 times per minute. This is why hyperpressure pumps are always of the intensifier design.
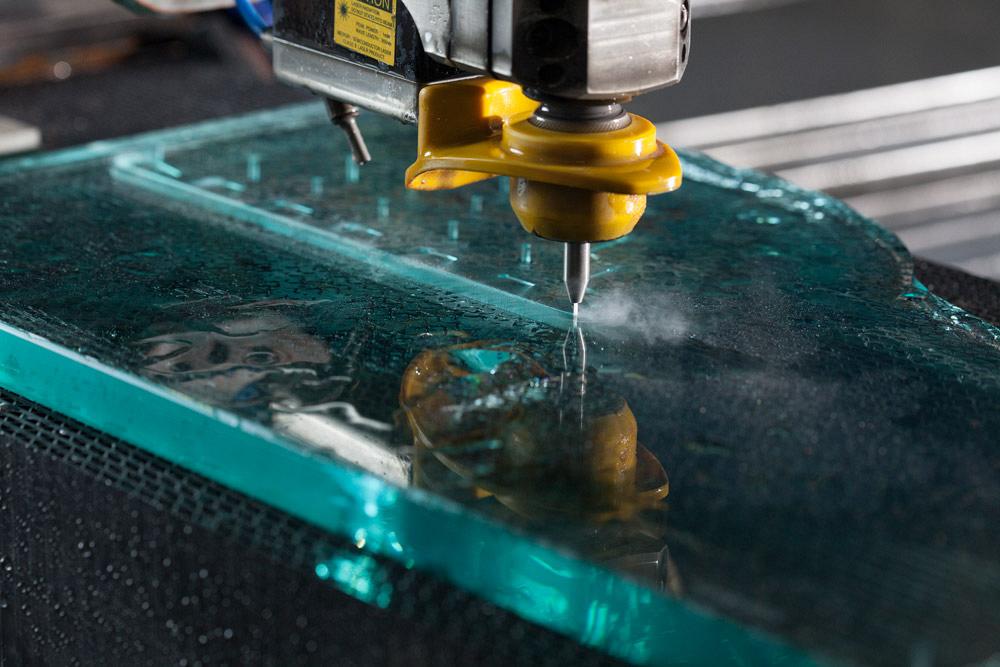
Ordinary tap water is filtered down to 0.5 micron and then sent to the pump. There, the pump pressurizes the water to 50,000 to 94,000 PSI. That pressurized water is pumped to the cutting head and through a tiny diamond or sapphire orifice from which it exits in a very thin stream. In fact, after the water passes through the jeweled orifice, it is at ambient pressure, having exchanged all the pressure to velocity as it exits. After the water-only waterjet is created, you can add abrasives, such as garnet, to increase the cutting power by thousands. This water-abrasivejet stream can cut more than 1 foot thick through almost any material, including metal and stone (see Figure 2).
Most machines can produce both a water-only waterjet and an abrasive waterjet. On some machines you can switch from one to the other in about two minutes.
A water-only waterjet stream is about 0.005 in. in diameter—about the thickness of a human hair. The abrasive waterjet diameter is about 0.030 in. dia.—approximately six times larger.
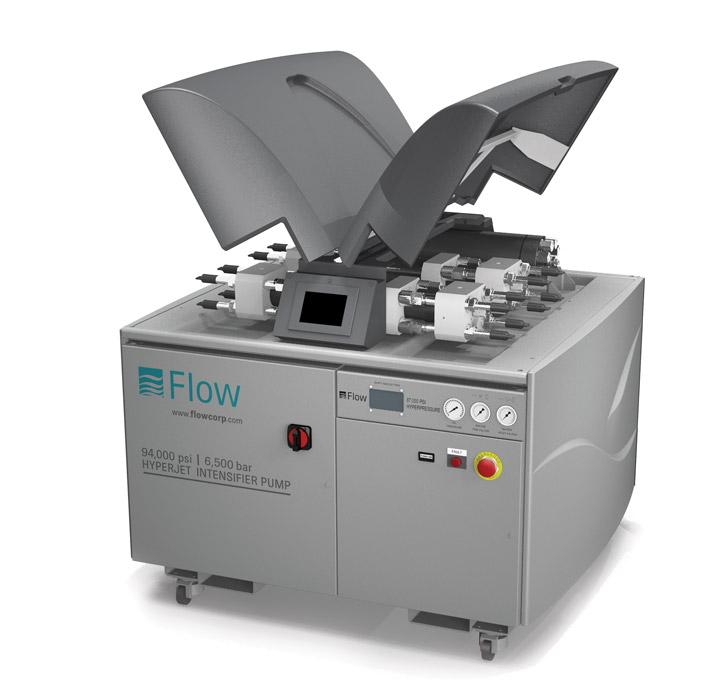
Figure 1
There are two types of ultrahigh-pressure pumps: intensifier and direct drive. An intensifier pump (shown) uses hydraulic oil to push a large “biscuit” with two plungers attached to it.
The more you raise the waterjet pressure, the more productive the machine becomes. Most waterjets operate in a range between 50 and 90,000 PSI.
As the pressure increases, the process is more efficient because the stream’s diameter shrinks, its velocity increases, and less abrasive is needed. The abrasive comprises at least half of the machine operating cost, so decreasing the amount of abrasive you use results in substantial cost savings.
Stream lag occurs when the jet stream traverses the material. This water-abrasivejet stream can cut more than 1 foot thick through almost any material, including metal and stone. The faster a waterjet goes, the more the stream lags. This is especially problematic as you cut an inside corner. This results in an inside washout. Although the flaw may not be visible on the waterjet-cut top of the part, it will be apparent on the underside.
Precision. Waterjet systems can be configured with different levels of precision. A conventional waterjet cuts finished parts to an accuracy of ±0.005 to 0.015 in. For more accuracy, you can use a waterjet with a responsive head to readily produce finished parts at an accuracy of ±0.001 to 0.003 in. (see Figure 3). The more advanced systems can perform beveling and 3-D cutting. A machine equipped with a responsive head eliminates the flaws associated with stream lag and taper.
A V-shaped taper can occur on waterjet-cut parts. As the jet penetrates the material, it loses some energy, resulting in the bottom (exit) kerf being smaller than the top (entrance) kerf width. The faster the machine cuts, the larger the V-shaped taper.
You can reduce the stream lag and taper by slowing down the waterjet, but you cannot get rid of them completely. To produce a relatively high-accuracy part, you would have to operate at 15 to 20 percent of the maximum cut rate, which would inflate the part cost.
A patented responsive head was developed to angle the head up to 10 degrees off of vertical. The faster the machine travels as it is cutting through material, the more the head tilts to the side to compensate for taper and tilts forward to compensate for stream lag. As the machine slows down for the corner, the head angle changes to maintain the best possible part precision. Although this technology does not eliminate the taper, it does move it to the “scrap” side of the part. With all of the taper positioned in the scrap area of the material skeleton, the actual part wall is taper-free.
This approach allows the programmer and operator to cut a part at higher speed because they don’t have to slow down to reduce part accuracy problems associated with stream lag and taper.
Are you aware of all of a waterjet machine’s capabilities?
It Is Versatile. Waterjet technology is an extremely versatile cutting process—this may be its greatest asset. Because it is a high-pressure jet erosion process, it can cut any grade or type of metal. It actually cuts titanium faster than it cuts steel. It can cut nickel alloys at the same speed that it cuts steel.

Figure 2
A water-abrasivejet stream can cut more than 1 foot thick through almost any material, including metal and stone.
In fact, waterjets can cut almost any type of material—metal or nonmetal. One of the benefits of this versatility is that manufacturers working with composites, carbon fiber, fiberglass, stone, tile, food, glass, paper, and stacked materials can cut them with the same waterjet.
It Is Nondistorting. Waterjet technology is a cold cutting process. It generates very little heat so it does not alter or distort materials or generate delamination or microcracks. It does not introduce mechanical stresses, which means is does not warp the target material.
An abrasive waterjet’s edge quality generally is good because the cold process does not damage or stress it. It produces a sandblasted appearance because it actually cuts with an abrasive. An edge cut made by an abrasive waterjet can have an 80 to 125 Ra surface finish. This undamaged edge reduces or eliminates the need for secondary operations intended to smooth the edge finish caused by heat damage.
A waterjet may also be the cutting tool of choice when you are cutting reflective material. A CO2 laser has problems with reflective material, although a fiber laser is more forgiving.
It Cuts With Low Force. Cutting forces required are very low; only about a pound or less of vertical force is exerted on the part during normal cutting with a waterjet. This means that extensive fixturing is not required to hold the workpiece during cutting.
It Cuts Thick Materials. An abrasive waterjet can cut materials a foot thick, making it very versatile. Precision cutting can be done up to 3 in. thick, and rough cutting can be done a foot thick.
It Is Ecoresponsible. The process is inherently environmentally friendly in that it emits no toxic vapors and generates no hazardous waste. Garnet is inert, and no heavy metals are leached out by the process. Garnet can be recycled, though usually it is economical only when a shop has many waterjet machines in operation. Typically the garnet, which contains small amounts of the material removed by abrasion, is simply sent to a standard landfill. It uses ordinary filtered tap water, which then can be recycled back through the waterjet machine or discharged to the drain.
Because waterjet technology is a nonhazardous process, it’s easy to be current with environmental codes and regulations. The material being cut is in such a small proportion compared to the amount of inert garnet sand, and the heavy metals found in stainless steel (chromium) and nickel alloys (nickel) do not leach out over time, that the waste from the abrasive waterjet process is within the limits of landfills.
Armed with knowledge of how a waterjet works, you can capitalize on the technology to find productivity improvements in several ways.
1. Stack. Because a waterjet can cut very thick material, you may be able to realize productivity increases by stacking thin materials. The magic number is 0.6 in. thick. Stacking is feasible because a waterjet’s cutting forces are very low and the process cuts without heat. A waterjet with a responsive cutting head is recommended for cutting stacked materials so that the top and bottom parts hold the same tolerance and accuracy. Without it, taper will result, and the bottom part will be larger than the top part.
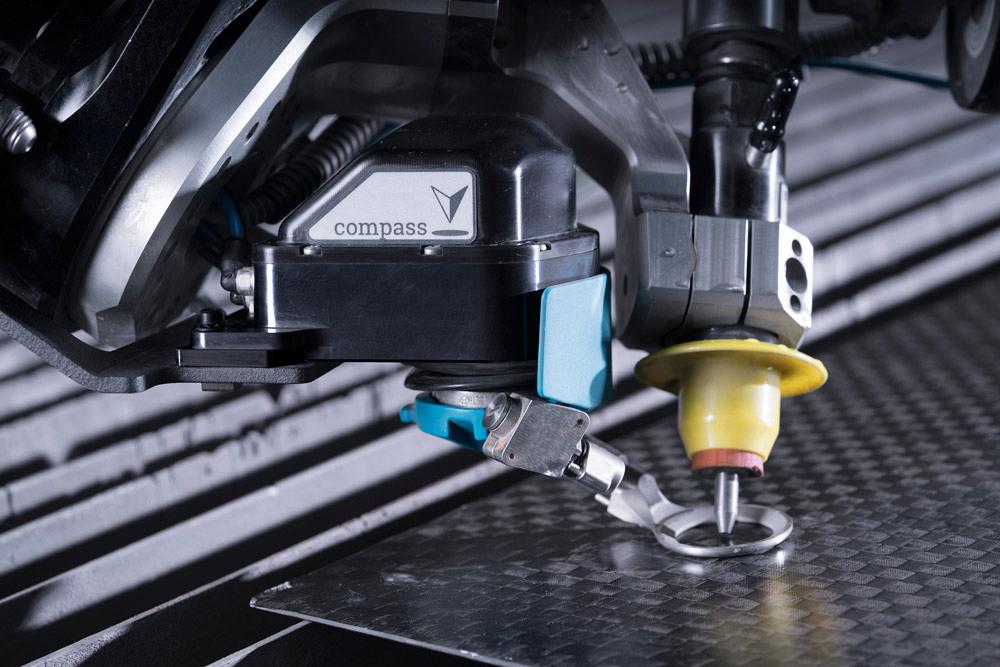
Figure 3
A waterjet with a responsive head eliminates the flaws of stream lag and taper. More advanced systems can perform bevel and 3-D cutting.
Many heat-generating cutting machines cannot cut stacked layers of material because the heat generated by the process usually welds the material together (laser and plasma) or because the materials can’t remain stacked throughout the cutting process because of high cutting forces (milling and routing).
2. Reduce Noise. When a waterjet cuts underwater, it creates noise similar to a garden hose nozzle in a bucket full of water. Recent waterjet models are equipped with water level controls to reduce cutting noise and also to help contain the spray during piercing and cutting. Today’s machines often are equipped with spray containment shields around the cutting nozzle or around the material support catcher tank to keep the shop clean.
3. Use One Head: Better Than Two. A dual-head system splits the water stream. This type of system is more complex and more difficult to operate because the operator must ensure that both cutting heads are cutting at exactly the same performance level. The mixing tube wear must be the same, or one part will be a different dimension than the other. The orifice quality must be the same, or the cutting power will not be equal for both heads. As is the case with any machine tool, dual-head operation is tougher than single-head operation.
Rather than deal with a dual-head system, use a single high-pressure pump running between 80,000 and 90,000 PSI that can accept a lot more horsepower through one head than a lower-pressure pump (50,000 to 60,000 PSI), allowing for the fastest production through a single-head system. More than 100 HP can be put through one head at hyperpressure levels, whereas a low-pressure head can handle only 60 HP efficiently. It is better to cut twice as fast with one head than with two heads at half the speed. You get the same throughput while being more efficient with your abrasive use—and the operator doesn’t have to battle two cutting heads.
If you need more capacity, it’s best to acquire a more powerful single-head system.
4. Find Best Table Size. Table sizes can be as small as 2 by 3 ft. or large enough to cut 50-ft.-long plane wings. A common table size is 6.56 by 13.12 ft. (4 by 2 meters). This table size covers the majority of all of the common sheet and plate sizes found globally today. Some machines have a Z axis that enables them to cut 1-ft.-thick materials.
5. Determine: Higher Operating Pressures or Higher Horsepower? Both operating pressure and horsepower have their own advantages. Higher horsepower offers increased cutting speeds. Higher operating pressure increases cutting speeds to a lesser degree but makes the system more efficient. The most common system is 50 HP. Waterjet machines could go up to 250 HP if necessary, but the sweet spot is 30 to 100 HP. The most common pressures are 55,000 to 90,000 PSI.
If you cut a part with a 25-HP system and then cut a part to the same quality with 50 HP, you would effectively double the speed at which you are cutting. If you raise the pressure but hold the horsepower constant, you’ll cut a little faster and you’ll use a lot less abrasive. You’ll save money on part per cost by using less abrasive. As you go up in pressure and horsepower, you’ll pay more for capital equipment.
6. Employ Preventive Maintenance. Waterjet machine wear is predictable and it operates best with preventive maintenance. Some have a modular design so that the whole intensifier unit can be removed and replaced in about 20 minutes.
Another option is to subscribe to an annual preventive maintenance service in which the manufacturer covers all maintenance for you. Both the intensifier exchange and maintenance contracts offer the greatest uptime and productivity to waterjet users today. For those do-it-yourself types, you can maintain your system on your own, but it is still highly recommended to follow the proper intervals.
Changing a tire only when it goes flat is a bad way to maintain car tires. In the same way, replacing one seal of a multiseal waterjet pump at a time when it fails is a poor way to maintain a waterjet system.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





