















Fixturing on display
POP display fabricator integrates robotic workcell efficient for small runs

A Keystone employee brings the robot into position to check clearances in preparation of the weld sequence.
Few areas of commerce are as volatile as the ever-changing product mix that retailers are required to navigate. Looking at the packaged dry goods category alone, and defining a new product as one having a unique UPC, some industry experts say that as many as 20,000 to 30,000 new products come across the retailers' landscape each year. Many of these products are merchandised in point-of-purchase (POP) displays of varying types.
Marketers in need of custom POP displays fabricated in metal and wire often find themselves working with Keystone Display Inc. located in Hebron, Ill., 40 miles northwest of Chicago. With about 70 employees, Keystone Display specializes in custom POP displays fabricated in 1008 mild steel: steel wire, steel sheet, and thin-wall steel tube.
Keystone Display was founded in Chicago a few years before the start of World War II. Just as it began ramping up to manufacture wire-based products such as candle sconces, birdcages, and kitchen gadgets, the company had to halt production because the metals it required were diverted to the war effort. After the war, the company relaunched in its current location and began to gain customers in the POP field. Keystone Display's ability to produce entire projects in-house, from design and prototyping to bending, shearing, notching, welding, painting, and finishing, provides customers with flexible production, quick turnaround, and single-source accountability. As a result, the company grew steadily and now serves all of North America, boasting many well-known customers, including The Wrigley Company, Rand McNally & Company, and Klein Tools. Keystone's POP units can be found in Home Depot, Lowe's, Menards, and other discount retailers, as well as in convenience store chains and supermarkets.
Said Kirk Peterson, plant manager at Keystone and a civil engineer by training, "We are a manufacturer that has to know how to work effectively with our customers' marketing folks. Product marketers come to us for custom solutions to their creative display needs, so we've got to be creative ourselves—we don't have a catalog, everything is custom. Typically, the process starts when we're provided with sample product packaging and a general specification, such as "We need five of these widgets displayed in a width of 10 inches, with three shelf levels holding a total of 15 boxes.' Once we've got the spec, we develop displays consisting of everything from peg hooks and small brackets to gravity-fed dispensers, systems that hang on walls or panels, or freestanding end caps and gondolas capable of presenting everything from 1-ounce snack packets or 4-pound window shades to 20-pound toolkits."
For this niche to be profitable requires a fabricator to combine the highest levels of technical performance with high productivity, whether it is producing 10 pieces in a few hours or 10,000 pieces over several weeks. Designs vary greatly, but what doesn't change is the retailing world's relentless need for excellent appearance and, driven by the pressure of ever-changing trends, fast turnaround.
Fast Fixturing: A Key to Automation Economics
Keystone has always been known for fast turnaround—a competitive edge it strives to maintain, especially in light of today's offshore competition.
"We are always looking for creative, new ways to put things together and to make our processes simpler and faster. But there are always constraints. A good example is in the automation of welding. Resistance welding was relatively simple to accomplish—we currently use two robots to weld mesh and two jig welders that run around patterns. But automation of MIG welding is a different story,"Peterson said.
Peterson reasoned that if an automated gas metal arc welding (GMAW) cell could be devised to be efficient for both long and short runs, the company could easily justify the investment.
"Conventional wisdom says that automation is only for long runs, but we figured that the robots don't know that, and we'd find a way,"Peterson added.
Keystone's displays require welding of thin-wall, 18- or 16-gauge tube, which is used for framing, as well as welding together wire elements, grids, brackets, and sheet metal. Configurations are not particularly complicated and can be "taught"to robots fairly quickly. The real challenge, however, is to fixture quickly and accurately enough to justify automation.
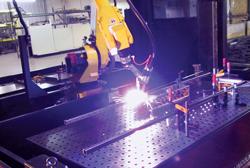
The robotic welding unit welds a part fixtured on the Demmeler table.
"We were talking to Lincoln Electric about what we wanted to accomplish and asked if they knew of a fixturing system that could facilitate setup and that would be fast and accurate enough. They suggested we talk to Bluco Corp., Naperville, Ill., about the Demmeler modular welding fixturing system,"Peterson said.
The Demmeler system comprises a worktable that serves as a platform on which to mount a variety of angles, blocks, and fixturing accessories. The table is made of ½-in.-thick, high-tensile-strength steel, ribbed to ensure stability.
The table has 5⁄8-in.-dia. mounting holes on a 2-in. grid across the face and four sides of the table with an accuracy of ±0.001 in. hole-to-hole and ±0.002 in. overall. Fixture elements match the holes and grid pattern on the table. Structural pieces have 5⁄8-in. slots to position fixtures between holes. Positioning and clamping bolts attach fixtures and workpiece positioners.
Clamping bolts insert through the fixturing elements and the worktable. An O-ring in the body of the bolt helps prevent rotation during tightening. Turning the knurled bolt head extends a series of five locking balls into a chamfered recess at the bottom of the mounting holes to center the bolt shank and clamp the components together. With each element positioned, a hex wrench tightens the bolts.
Keystone decided to configure a GMAW cell comprising a FANUC ArcMate 120iB robot with a Lincoln System 35 welder and two Demmeler 39.37- by 78.74-in. tables positioned on either side of the robot. Keystone had Bluco send the tables directly to Lincoln for integration with all cell elements.
Multiple Setups Boost Productivity
A typical Keystone display may require 15 or 20 welds on a single setup, with welds in various positions on the front, side, back, top, and bottom of the workpiece. The Demmeler system enables fixturing of components so they can be held up in the air, providing the robot with access to all points. Some display components are small, while others are fabricated of delicate, thin tube. Both conditions make it necessary for the fixturing to maintain tight, repeatable tolerances so that the welding head will move to exactly the correct junctions.
"The Bluco fixturing can fix parts to within one-half the width of the welding wire, and the system does a real good job of providing bolts and clamps that lock everything in position, keeping them in place day after day if need be,"Peterson explained.
According to Peterson, one robot serving two fixturing tables provides Keystone with almost the same throughput as two robots because the manual parts-loading operation is kept almost 100 percent busy (fixturing parts on one side while the other is being welded). Each table can weld the same or different products.
An additional benefit to Keystone is the setup's ability to accommodate manual welding within the cell even while it is fully engaged in automated production. This may occur if there is a need to weld one-off parts like prototypes. The piece is fixtured at a location on a table that is out of the robot's path and then manually welded. This is possible because the cell is equipped with a full safety system, including flash screens and interlocks; even the need for welding helmets is eliminated during robotic operations.
The repeatability of the fixturing system also contributes to efficient programming. Keystone teaches the robot empirically: When a workpiece is fixtured for the first time, a six-axis teach pendant moves the robot end-of-arm to each welding position, which the system then records for the subsequent production run. Photos are also taken of the setup. Later, if an out-of-production workpiece needs to be set up again, the photos are referenced to find the appropriate fixturing elements. Then the robot is called into the workpiece's first and last sequence positions. Those reference points plus the photos are then used to locate the Demmeler elements and re-create the entire fixture.
Peterson said, "Straight-and-square reference lines are scribed on the tables, plus all the Demmeler pieces are clamped through slots, making it easy to get any dimension you need and true everything up. To set up, our welders get a blueprint and a box of pieces … they work everything out … with the Demmeler elements it's quick and easy. You know, people on the factory floor like to put things together, to build things. If we provide them tools like the Demmeler system that help them assemble more easily, their work is better, they go home less tired, and they do a better job."
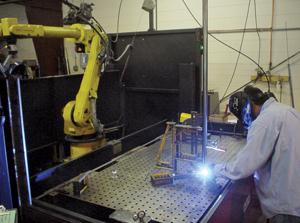
An employee welds manually with the robot in the parked position.
About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
Compact weld camera monitors TIG, plasma processes
