















Category Manager, Welding and Fabrication

Figura 1
Muchas ramas de la industria usan contenedores
a presión para transferir o
almacenar gas o líquido a alta presión,
como se muestra aquí. Debido a la naturaleza
crítica de los contenedores a presión,
las soldaduras pasan por rigurosas
verificaciones de calidad.
Los contenedores a presión se usan en diversas ramas de la industria para almacenar y transferir gas o líquido a presión (vea la Figura 1). Debido a la naturaleza crítica de las aplicaciones de los contenedores a presión, sus soldaduras pasan por rigurosas verificaciones de calidad, que pueden incluir inspección por rayos X y certificación.
Si una soldadura no cumple los requerimientos de una prueba no destructiva, los costos aumentan. La soldadura tiene que removerse, y el área debe corregirse adecuadamente. Éste es un proceso caro que puede hacer que un proyecto pierda sus resultados esperados de costo y plazo de entrega. En consecuencia, técnicas adecuadas de soldadura, que incluyen preparación de la superficie (vea la Figura 2), son críticas para lograr proyectos rentables y clientes recurrentes.
Los estándares ASME (American Society of Mechanical Engineers), ANSI (American National Standards Institute) y ASTM (American Society for Testing and Materials) rigen las soldaduras de contenedores a presión. Dos tipos comunes de inspección para soldaduras a presión son la inspección por rayos X y la inspección ultrasónica.
Con la inspección por rayos X pueden detectarse fracturas e inclusiones bajo la superficie. Éste es un proceso caro, pero para garantizar la seguridad en uniones de soldadura críticas (como las que se encuentran en submarinos y plantas de energía nuclear), típicamente se hace el análisis con rayos X al 100 por ciento.
También puede usarse inspección ultrasónica para detectar defectos superficiales y bajo la superficie. Este proceso implica dirigir un haz de sonido de alta frecuencia a través del metal base y la soldadura en una trayectoria previsible. Cuando el haz choca con una discontinuidad, parte del haz de sonido se refleja de regreso. Este haz reflejado es recibido, amplificado y procesado. Cuando se usa el retardo de tiempo, se estima la ubicación del defecto.
Cada uno de estos métodos de prueba no destructivos tiene ventajas y desventajas que necesitan evaluarse con base en el tipo de trabajo y el estándar aplicable. Sin importar cuál método de prueba se use, ciertos tipos de defectos de soldadura son graves problemas y deben evitarse diligentemente.
Cuando una inspección revela un defecto de soldadura, usualmente es uno de muchas variedades. He aquí un vistazo de algunos defectos comunes que pueden hacer que las soldaduras en los contenedores a presión no pasen la inspección, y algunas buenas prácticas para evitarlos.
La porosidad es causada cuando un gas es atrapado en el pozo de soldadura fundida (vea la Figura 3). Conforme la soldadura se enfría y se solidifica, el gas forma burbujas que aparecen como huecos en la inspección. Hay muchos factores que pue-den causar porosidad en una soldadura. Es importante revisar que se sigan las técnicas adecuadas de soldadura y que se usen los consumibles correctos.
Una preparación y limpieza adecuadas de la superficie de soldadura antes de soldar y entre las pasadas de soldadura también son importantes para ayudar a evitar la porosidad. Tal es el caso en aplicaciones donde interviene el aluminio. Al soldar aluminio, todo hidrocarburo líquido en el área de soldadura es una fuente potencial de hidrógeno, el cual se disolverá fácilmente en un pozo de soldadura de aluminio. Cuando la soldadura se solidifica, los átomos de hidrógeno se colectarán y formarán cavidades de gas atrapado, o porosidad. Asegurar que el área de soldadura esté limpia y seca es la mejor manera de evitar este problema.
La post-oxidación es una contaminación superficial ligera de color óxido que aparece en la zona de soldadura del acero inoxidable varias horas o días después de haber soldado. Es la Némesis de talleres y contratistas que trabajan con acero inoxidables.

Figura 2
La fabricación de contenedores a presión puede implicar varios metros de soldadura,
y como resultado, mucho trabajo de preparación de superficies. Una preparación para
soldar y buenas técnicas de soldadura son críticas para lograr proyectos rentables y
clientes recurrentes.
La fuente más común de post-oxidación es la contaminación cruzada. Esto ocurre típicamente cuando se usa un rectificador con cepillo de acero para limpiar una soldadura de acero inoxidable.
Sin embargo, también puede ser causada por limpiar la superficie con un cepillo de acero inoxidable usado anteriormente para limpiar acero. La característica magnética de un cepillo de acero inoxidable hará que éste colecte partículas de acero, las cuales se depositarán en una superficie de acero inoxidable y pueden causar en post-oxidación. La mejor manera de atender este problema es mantener los cepillos de acero inoxidable en contenedores cerrados herméticamente, y nunca usarlos para aplicaciones de acero.
Una tercera fuente de post-oxidación es un fenómeno metalúrgico que resulta de trabajo en frío severo de una superficie durante la limpieza con un cepillo. Si se encuentra post-oxidación y la contaminación cruzada puede eliminarse categóricamente como la fuente del problema, una solución potencial es cambiar a un cepillo con alambre más fino y usarlo con poca presión. Esto eliminará los efectos nocivos del trabajo en frío que pueden ser causados por un ce-pillado muy agresivo.
Los nitritos son un contaminante altamente adherente creado al cortar con plasma usando aire comprimido o nitrógeno. Éstos hacen los bordes quebradizos y crean porosidad en algunos procesos de soldadura, especialmente en soldadura por arco metálico con gas. Debido a que los nitritos puede existir de 0.005 a 0.010 pulgadas (0.127 a 0.254 mm) abajo de la superficie del metal, usted no puede eliminarlos con cepillos. Además, los nitritos causan con frecuencia que las ruedas rectificadoras con abrasivo aglomerado se carguen y posteriormente dispersen el contaminante. Los discos laminados o ruedas laminadas funcionan bien para este problema porque son lo suficientemente agresivos para remover una pequeña cantidad de material base, pero el grano y la tela de los accesorios se desgastan a medida que resisten la carga.
Las inclusiones resultan con frecuencia de los contaminantes superficiales que se mezclan en el pozo de soldadura y son atrapados durante la solidificación. En aplicaciones de soldadura multipasos, la escoria que no es removida por completo puede ser una fuente de inclusiones. Una limpieza concienzuda con un cepillo de alambre adecuado antes de soldar y entre pasadas es un medio muy efectivo para eliminar este tipo de defecto.
Esta lista es sólo un subconjunto del universo de defectos de soldadura. Éstos son los problemas más frecuentes por una limpieza superficial inadecuada o inapropiada. Otros defectos comunes—como por ejemplo fractura por esfuerzo y pobre penetración—también deben controlarse, pero tienen poca o ninguna relación con la condición de la superficie. Los parámetros y procedimientos correctos de soldadura son críticos para controlar estos problemas.
Si se trata de seleccionar y usar los productos correctos para una aplicación, deben tenerse en mente algunos consejos generales:
El viejo dicho “si vale la pena hacerlo, vale la pena hacerlo bien”, se aplica ampliamente, y se aplica especialmente en el contexto de la preparación de superficies para soldaduras altamente críticas. Los costos por retrabajo pueden ser muy altos, por lo que usar buenos procedimientos de limpieza debe considerarse una inversión que dará sistemáticamente el beneficio de la confiabilidad de la soldadura. Para los talleres y contratistas que sobreviven por la calidad de sus soldaduras, se trata de una inversión que realmente vale la pena.
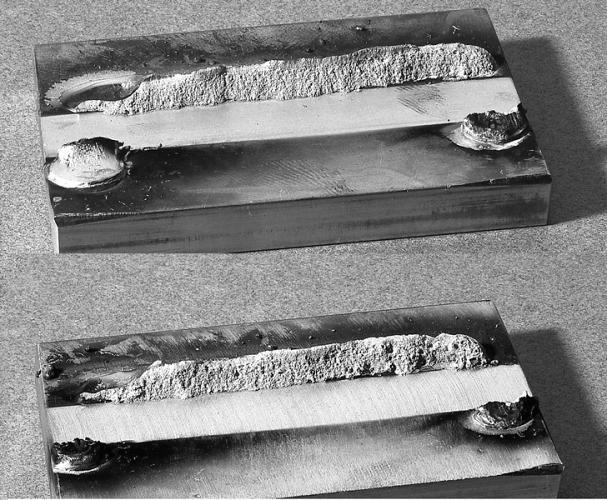
Figura 3
La porosidad es un defecto común de la
soldadura que ocurre cuando el gas es
atrapado en el pozo de soldadura fundida.
Esta imagen muestra un ejemplo de una
soldadura con porosidad (abajo) y una sin
porosidad.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





