















Contributing Writer
 |
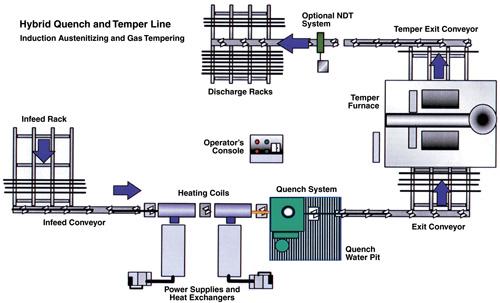
| Figure 1: A schematic of a heat treating line layout. |
The process of quenching and tempering carbon steel tubulars is not unlike that which is applied to other carbon steel shapes: the part is heated to about 1,600 degrees Fahrenheit, cooled rapidly, and reheated to a temperature less than about 1,300 degrees F. The exact temperatures and times are dictated by the steel chemistry and the desired mechanical properties.
What makes the process different is that long tubulars (10 to 50 feet) can be run through a continuous process in which tubes are fed end-to-end through heating and quenching equipment at speeds of from 5 to several hundred feet per minute (FPM) (see Figure 1).
 |
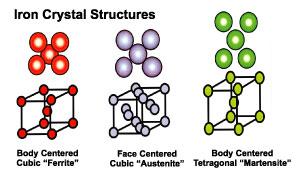
| Figure 2: The iron crystal structures for ferrite, austenite, and martensite. |
High-strength steel tubulars are used extensively in applications ranging from bicycle frames to airframes. The oil and gas drilling industry has for years used quenched and tempered steel tubulars for well casing.
As strength-to-weight ratios climb to reduce vehicle weight, the automotive industry is incorporating more heat-treated tubulars in such applications as door impact beams and seat frames.
The term "austenitization" means to heat the steel to a temperature at which it changes crystal structure from ferrite to austenite (see Figure 2). The ferrite exists from room temperature to about 1,330 degrees F, at which point, under equilibrium conditions, it begins to change to austenite. A medium carbon steel will be completely transformed to austenite at about 1,550 degrees F.
 |
| Figure 3: Wall thickness variations translate into nonuniform heating, which creates distortion and nonuniform properties. |
If allowed to cool slowly back to room temperature, it will return to the ferritic structure. However, if rapidly cooled (quenched), the austenite transforms to another shape called martensite (see Figure 2), which is the high-strength structure of steel and the ultimate goal of the process.
The process of austenitizing normally heats a batch of parts inside a closed furnace to the desired temperature. The continuous austenitizing process heats only a portion of one part as it is moved through the heating coil at fairly high speeds.
The steel expands as it is heated (thermal expansion). As it transforms to austenite, the crystals expand so that the net volume of the product increases. If it is a solid part, most of the expansion goes to the outside. However, tubulars can expand to the outside diameter (OD) and the inside diameter (ID). In some continuous processes, the expansion may be predominantly an increase in length.
The amount and direction of the expansion is a function of the shape and the process variables and must be taken into account when designing coils and handling systems. To ensure uniformity of heat transfer, the drive rolls must be skewed so that the tube rotates through the coil and the quench.
The quench and temper process can be affected by several things which may be beyond the control of the heat treater. Some of the more common variables are steel type, rolling method, forming processes, welding, sizing, and seam normalizing.
Steel Type. Electric arc furnace (EAF) steel typically has a higher residual element content than does basic oxygen furnace (BOF) steel. Higher percentages of elements such as aluminum and vanadium will promote a smaller grain size in the steel, which will austenitize more rapidly than coarse-grained steel. Additionally, higher residual elements may enhance the hardenability of the steel and necessitate a higher tempering temperature.
Steel purchased for heat treatment should be specified as "fine grained fully killed," and each heat should be run separately.
Rolling Method. Steel that is rolled on a continuous mill usually has less scale than steel rolled on a reversing mill. Heavy mill scale acts as a blanket of insulation, which retards the heat transfer during quenching.
If gauge control is not very effective, the tubular may exhibit wall thickness variation (see Figure 3). This will translate into nonuniform heating, which creates distortion and nonuniform properties.
Forming. The forming operation employed during welding creates stresses in the tube. Rapid heating during austenitization does not allow time to relieve these stresses, and distortion may result. The distortion may show up as an out-of-round condition or as bends and snakes (seeFigure 4). The quenching process usually exacerbates this problem.
Welding/Sizing/Seam Normalizing. The typical high-frequency weld has a small amount of wall thickening in the weld area, even if the ID and OD are trimmed. If the ID is left untrimmed, the effective increase in the wall thickness in the weld area is significant. Because the thin wall will heat faster than the thick wall, the nonuniformity in temperature may cause distortion and a variation in hardness.
If the weld is not seam-normalized, the stresses associated with the weld area may also cause distortion. Carbon diffusion during welding may also affect hardness in the weld area.
Frequency. Induction heating differs from conventional heating in that the heat is developed instantaneously within the steel part, not conducted into it from hot surroundings.
The frequency of the current used in the heating coils controls the depth to which the heat is generated in the wall of the steel tube. Lower frequencies are used for heavy walls, and higher frequencies for lighter walls. It is possible to heat only the surface (a skin) of the product by using a sufficiently high frequency. For quenching and tempering of tubulars, through-heating is usually necessary.
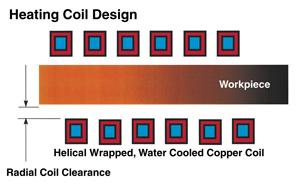 |
| Figure 5: The clearance between the ID of the coil and the OD of the tube must be kept to a practical minimum. |
Typical frequencies range from 500 cycles per second (500 Hertz) to 400,000 Hertz (400 Kilohertz), although 3,000 to 10,000 Hertz is very common.
Coil Design. The design of the coil will also affect the heating rate and efficiency. For maximum rate and efficiency, the coil must be closely coupled to the work. That is, the clearance between the ID of the coil and the OD of the tube must be kept to a practical minimum (see Figure 5).
However, since the coils are expensive, some compromise must be made so that a few coils can be used to cover a range of product diameters. Typical clearances run from 1/8 inch at best to 1 inch maximum.
The two process variables that are most critical are time and temperature. These are inversely related; that is, higher temperatures require less time and lower temperatures require more time to achieve the desired result. A third variable, power, depends on the first two: higher temperatures and/or shorter heating times require more power.
Time at temperature is usually controlled by the speed of the tube as it passes through the coil. The tube does not reach the desired temperature instantly upon entering the coil, but rather follows a ramp up from ambient to the exit temperature. Longer coils or more coils provide more time at temperature.
Since induction heating time is very short, higher-than-normal temperatures must be used to ensure complete austenitization. This means that when using induction heating, the target austenitizing temperature must be raised as much as 200 degrees F above the temperature used with conventional gas heating. Some experimentation will be required to determine the appropriate temperature.
Assuming that the steel has been elevated to an appropriate temperature and all of the ferrite has been transformed to austenite, another factor must now be accounted for. This factor is variously called "soak time," "residence time," and "time at temperature," but it refers to the time spent in the austenitic condition.
The austenite must be soaked to dissolve the alloy carbides back into the austenite so that they can enter into the reaction to transform the austenite to martensite in the quench. Failure to adequately soak the steel will result in poor and nonuniform hardening.Because of the very short times involved with induction heating, the steel can be successfully superheated to temperatures that would cause grain growth if gas heating were used.
Care must still be employed to prevent an extreme temperature from being used. Even though grain growth may not occur, the extra heat which must be removed can effectively slow down the quenching rate or even cause distortion due to thermal shock.
Because the tubular is being continuously heated, it must be continuously quenched. With this method:
1. Only a small amount of metal is actually being quenched at any instant. This means that less quenchant can be used.
2. As quenching introduces stress into the tubular in the quenched zone, some of the stress is immediately relieved by the hot metal entering quench behind the freshly quenched metal. This reduces distortion to some degree.
3. It allows for variability in quenching rates by adjusting quenching pressure, temperature, or even quenching medium.
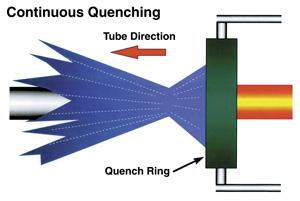 |
| Figure 6: One method of continuous quenching involves a high-pressure water spray encircling the tube and spraying at an angle of about 30 degrees downstream. |
Quenching steel is not a simple process, but it proceeds in stages as follows:
Stage 1: Vapor blanket (steam) develops on the surface of the steel. Cooling rate of the steel is slow.
Stage 2: Vapor blanket begins to break down, and fresh quenchant comes into contact with steel surface. Cooling rate is quite fast.
Stage 3: Temperature of the part drops below the boiling point of the quenchant. Cooling rate slows down.
Since the formation of martensite requires a very fast heat removal, efforts must be made to prevent the formation of the vapor blanket, which retards heat transfer. One effective method is a high-pressure water spray encircling the tube and spraying at an angle of about 30 degrees downstream (see Figure 6).
For many years, drilled holes or spray nozzles were used to control the spray. One new development is also a spray ring, but it uses a 360-degree slot to deliver the quenchant. Pressures in the range of 60 to 90 pounds per square inch (PSI) with a delivery of about 2 U.S. gallons per pound per minute are usually adequate for thin-wall applications.
By careful fixturing within the quench, the tubular can be contained and held straight while it is transforming to martensite, resulting in close straightness tolerances. An as-quenched straightness of .030 inch in 3 feet is routinely achieved on 1-inch-diameter by .020-inch-wall tubing traveling in excess of 100 FPM.
Quenching Media. Plain water is often used in carbon steel quenching operations. However, in certain cases, a medium with a slower heat extraction rate may be employed to minimize distortion and cracking. One of the most common is a polymer quenchant such as polyalkylene glycol.
The polymer is added to the water reservoir to a specified concentration. When the polymer-water mix is sprayed onto the hot surface of the steel, the polymer precipitates out of solution to form a chemical layer on the steel. The layer retards the heat flow, thus slowing down the quenching rate. When the steel temperature drops low enough, the polymer redissolves into the water.
Other chemicals can be added to speed up the heat transfer by inhibiting the formation of steam and minimizing distortion due to erratic heat transfer.
Flammable quenchants such as oils are not commonly used in spray quenching because of the fire hazard.
Metallurgical Effects of Continuous Quenching. As mentioned previously, austenite will transform to martensite if the steel is cooled rapidly enough. The goal of the quench is to achieve a rapid cooling rate so that the austenite will completely transform to martensite through the wall of the tubular.
As the tube enters the quench, it is usually subjected to an intense quenching spray designed for very rapid heat removal. Once the steel has reached the temperature at which the martensite forms, it can be cooled at any rate. For convenience and safety, it is usually cooled to near room temperature before it exits the quench.
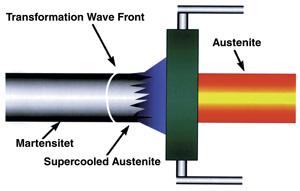 |
| Figure 7: In continuous quenching, as the tube is fed into the quench at a constant speed, the point at which the martensite begins to form creates a stationary wavefront. To the downstream side, the material is hardened martensite. Upstream, it is soft austenite. |
The unique feature of continuous quenching is that as the tube is fed into the quench at a constant speed, the point at which the martensite begins to form creates a stationary wavefront (see Figure 7). To the downstream side of the wavefront, the material is hardened martensite. To the upstream side of the wavefront is soft austenite.
The stress condition of the tube is complicated: the metal contracts as it cools, but it expands as it transforms to martensite. The surface reaches the martensite start temperature before the interior does and becomes hard and brittle.
The surface becomes a hard shell around the soft interior. As the interior begins to transform and expand, it encounters the hard shell. If it does not crack, it will expand to the ID or in length. It is not uncommon to gain 1 percent in length during continuous heat treating of tubulars.
Both nonuniform heating and cooling create distortion in the form of hooks, bows, snakes, ovaling, and even cracking.
To combat these problems in most typical pipe and tube systems, some good targets are to center the tube within 1 millimeter, hold flow pressures within 1 PSI on each header, maintain water quenching temperature in the range of 70 to 90 degrees F, and keep line speed constant within 1 percent. The closer to perfection you are, the straighter the tubes will be.
To complete the heat treating process, the tubes are usually tempered at a temperature/time combination that will result in the desired hardness and mechanical properties. It is important to know that time and temperature are interrelated. A given steel can be tempered at a lower temperature for a longer time to achieve the same hardness as if it were tempered at a higher temperature for a shorter time.
The exact time/temperature relationship can be roughly calculated for a given chemistry and for time, temperature, and hardness requirements, but some experimentation is usually a good idea, too. With improvements in control instrumentation, shorter times at higher temperatures are more economical and may provide better ductility than low-temperature operations.
Tubulars can be effectively tempered by any method: induction, gas, or electric. The proper choice of method is based on the speed of the line and the time/temperature requirements.
Induction Tempering. Induction tempering can use the same type of inverters and coils as induction austenitizing. The tubular is conveyed and rotated through the coils, exiting at the desired temperature. For longer holding times, more coils and inverters are required.
Note that induction austenitizing promotes what is called "superhardening," which results in as-quenched hardnesses that are slightly higher than those achieved with slower austenitizing methods. This usually necessitates a longer time or higher temperature for tempering to the desired hardness.
Conversely, since the as-quenched hardness of the steel is controlled by the carbon content, the carbon range of the steel from which the tube is made can be lowered. This can improve the weldability, improve the toughness, and achieve the same as-quenched hardness as a higher carbon steel being processed with slower heating methods.
Short-time, higher-temperature tempering typical of induction tempering can often achieve superior toughness properties. However, if the higher temperature needed by the induction process puts the required temperature into the "temper embrittlement" range (500 to 700 degrees F), the toughness may drop dramatically.
Gas and Electric Furnace Tempering. Conventional gas and electric furnaces can be used to temper an induction-hardened tubular effectively. At some rates and required temperatures, gas furnaces are more controllable and more cost-effective than induction furnaces. To keep up with a high production rate typical of an induction line, a walking beam or drag chain furnace is employed.
A straight tube with uniform properties can be produced by keeping furnace temperatures uniform, keeping travel time through the furnace within a close tolerance, and rotating the tubes as they move through the furnace. Obviously, the type of product and its exact requirements dictate the proper method to use.
Continuous heat treatment of steel tubulars helps produce straight tubes with uniform properties. Induction, gas, and electric tempering, or combinations of methods, are effectively used to produce a variety of products.
Care must be taken to minimize variations in the process that could cause variations in the product. Uniformity of heat transfer is the single most important factor in maintaining dimensional stability, and efforts to minimize variations will be well rewarded.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





