















Contributing Writer
Editor's note: This is the second of four articles intended to help a prospective buyer evaluate the wide range of abrasive jet machinery on the market. The first article, H2Olsen: Buying an abrasive jet machine: Is the process right for you?, covers the abrasive jet process in comparison with other cutting processes. Table construction and pumps will be covered in future articles.
Software plays a key role in abrasive jet machining. In fact, it is only through software that precision abrasive jet machining truly is possible. Some of the most significant advancements in the industry have been in software. This is great news, because it is far less expensive to upgrade software than it is to upgrade hardware!
If your background is in other fabricating methods, this concept might be foreign to you. However, with abrasive jets you should expect to upgrade your software at least once each year, because of the tremendously powerful advancements that are being made in this area.
Those new to abrasive jet cutting often wonder why software is so important to this technology in comparison to other cutting machines. The answer is that the abrasive jet is not a rigid tool that simply must be guided along a particular path to make a part. The jet bends and wobbles from side to side, and its shape is highly dependent upon the speed at which it is moved along the path.
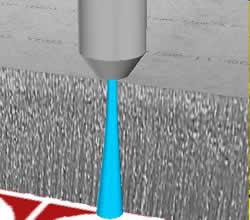 | 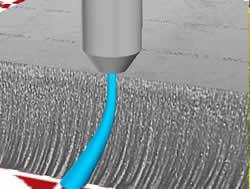 |
| Figure 1a A jet moving at low speed is almost vertical and leaves a fine finish. The drawback is cutting productivity, which is low. | Figure 1b At high speed the jet bends. This works well on straight lines, but corners are damaged. |
Compensation for this behavior is essential to economic production of precise parts. This compensation requires that the software include a mathematical model of the cutting process. The cutting model anticipates the effects of the jet speed (see Figure 2a)and adjusts the jet motion to make a part to a far greater accuracy in a given time (see Figure 2b).
Some vendors have an in-house team developing and refining their cutting models. Others rely on data published by universities and other public sources, and some have no cutting model at all, relying on the customer to supply feed rates.
 |
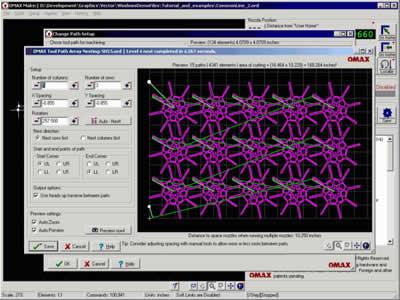
| Figure 2a Complex velocity profile generated by a cutting model. Speeds are indicated by color ranging from blue (slow) to white (fast). |
Vendors compete on the basis of speed to make precise parts based on their various cutting models. A good cutting model can reduce the time to make a part by as much as a factor of 2 compared to programming feed rates by hand. The cutting model may reside either within the programmer's head, the CAD-CAM system or within the machine controller.
The abrasive jet user is faced with the task of converting customer-supplied data in the form of either paper drawings or CAD files into instructions that run the machine. Software supplied by machine vendors for programming the machine can range from none to extensive, full-featured software, including CAD, cutting models, and even part nesting.
Early abrasive jet machinery was controlled with G-code controllers much like any other numerically controlled machinery. The user had to choose the feed rate at each point along the path, taking into account the material type and thickness and the cutting power of the particular jet. The motion commands, other than for speed, could be generated either automatically by a CAD-CAM program or by hand.
 |
| Figure 2b The final part, made from titanium. |
This type of programming is used primarily for five-axis work and is suitable for large production runs for which the cost of programming and tweaking the program can be written off over a large number of parts. It is also suitable for very rough work in which precision and surface quality are unimportant. Finally, it is sometimes used for one-of-a-kind work in conjunction with an experienced operator who continually adjusts the feed rate by hand, according to actual cutting conditions.
A further step has been taken for 2-D cutting. The geometry is taken directly from a CAD DXF file. Then, custom CAD-CAM software uses a predictive model of the cutting process and automatically sets the speeds in the G-code for the particular material type, thickness, and nozzle-cutting power. Then the output program is run on any conventional G-code controller.
Alternatively, the program may be run on a PC-based control, and the control code may or may not be visible to the customer. This is a much faster programming method and can give better results than hand programming, but it is not ideal because G-codes do not generally contain commands for managing tool acceleration. Acceleration at corners is approximated by dividing the path and setting a different speed for each segment.
 |
| Figure 3 A good cutting model is especially important for making thick parts accurately. |
Finally, in some cases, the cutting model resides within the controller rather than the CAD-CAM system. These controllers can accept geometry from a variety of CAD-CAM systems in addition to the one provided with the machine. Thus, the user can choose to use the same system throughout the shop for running water jets, lasers and other machines.
These controllers automatically set the speeds based on the material type and thickness and on the part geometry (see Figure 3). They handle acceleration at corners to help avoid part damage due to jet kick back and tilt the head as a function of speed to eliminate slight taper caused by the jet.
Controller and Operating Software
Once the part program file is prepared, it is taken to the machine and loaded into the machine controller. The machine controller is responsible for moving the cutting nozzle properly both in space and in time to produce the desired part. The machine controller also is the interface between the machine and the operator.
 |
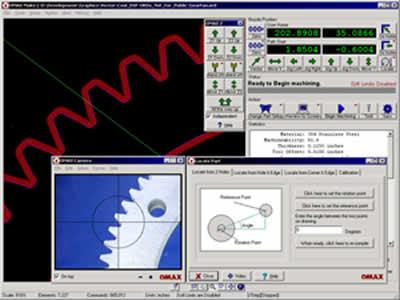
| Figure 4 Optical locator references existing part to machine for secondary operations. |
Three categories of controls for abrasive jet cutting are available:
The general-purpose G-code controllers are special-purpose computers built in low volume and using an operating system for which there is little or no second-party software. Graphics for help screens, teaching video, and network and Internet connections are possible but generally unavailable. Machine builders cannot modify the software to include such things as detailed velocity and acceleration control in the cutting model.
PC-based controllers with plug-in control cards can include help screens and video tutorials. Operation can follow standard PC conventions, and features such as networking or Web cameras for remote monitoring (see Figure 4) can be added at a minimal cost. Other features can include nesting (see Figure 5), remnant management, history recording and reports, time and cost estimates, multiple home positions, and automatic zeroing.
Depending on the software, some of these controls can accept program files from a variety of CAD-CAM systems. In general, vendors of the control cards give the machine builders more control of the machine then control vendors do.
When the PC control software is written by the machine vendor, all features are the same as the controllers with plug-in control cards, except that the builder can implement the cutting model without compromise.
 |
| Figure 5 Some vendors include nesting software. |
What do all these options mean for the buyer? The following questions can help lead the buyer toward the best choice for a particular abrasive jet application:
Software is a major component of any abrasive jet cutting system. It affects the productivity and usefulness of the system in all but systems dedicated to long runs of the same part. Evaluate software carefully before making your purchasing decision.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





