















Contributing Writer
It is amazing how many dies stampers build completely with little or no understanding of what is truly required of the dies. Stampers process parts and build dies without even knowing the metal type or thickness, never mind the part tolerances. This is, at the very least, a risky business.
The more you know about the fit and function of the part that you are attempting to manufacture, the better chance you have of making it successfully. Of course, numerous questions must be answered before final processing can begin. However, in any stamping process involving progressive dies, transfer dies, or line dies, three factors are essential to consider when processing a piece of flat metal into a finished part.
Knowing as much as possible about the metal that you are trying to cut and form is very beneficial. Literally thousands of different types of ferrous and nonferrous metals are available today, and more exotic materials, from titanium to gold, are stamped. Each metal has its own unique behavioral characteristics.
To process, design, or troubleshoot sheet metal successfully, you must first "think" like the metal. For example, if you think like low-carbon, draw-quality steel and are trying to form aluminum, you will have problems. Not that aluminum is bad, it's just different.
If you are processing a part that requires a great deal of stretch or drawability, don't attempt to process it without sufficient data. For example, don't be satisfied with knowing only that it is 1018 steel. Instead, find the material's tensile and yield strengths as well as its elongation percentage and, whenever possible, average n and r values.
Find out if the metal is coated or prepainted. If it is a nonferrous metal, find out if it is full hard, dead soft, or half-hard. Also, if the metal is to be drawn, determine if it is of drawing quality. Find out if it is a specialty advanced high-strength steel, such as dual- or triple-phase.
Knowing the metal's characteristics will help you choose a suitable tool steel to cut and form it, as well as help you to determine if it is necessary to anneal the part between forming operations.
Higher-strength metals exhibit more springback. If you know your metal is high-strength, you can add extra stations to compensate for springback.
Avoid building common tools meant to form a variety of metals without changing the die. One stamper wanted me to process a die so he could deep-draw stainless steel, brass, bronze, carbon steel, and aluminum without a tool change. We did build a successful tool, but it required several differently shaped inserts that had to be changed in the tool to compensate for each metal's characteristics.
Thick metal stretches more than thin metal, because there is more metal to stretch. Nothing is more difficult to stretch or draw than thin, high-strength metal. Thin metal does not resist buckling and wrinkling well; thick metal is inherently stiff, so it resists buckling much better.
Very deep-drawn parts made from thin, high-strength metal often require multiple drawing operations. Imagine drawing a sheet of aluminum foil into an oil pan—the result would be massive splits and wrinkling.
Tight tolerances require a great amount of precision to be engineered into the die. Don't make assumptions regarding the part tolerance. Avoid processing a part that denotes unrealistic tolerances. Remember, regardless of how well you process the part and how precisely the die was built, the incoming metal will not be consistent, and parts will vary.
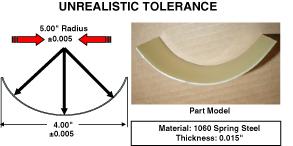 |
| Figure 1 This product design would be nearly impossible to manufacture consistently in a conventional stamping operation. |
Figure 1shows a product design that would be nearly impossible to manufacture consistently in a conventional stamping operation. Notice that the metal is very thin and made of spring steel. It also has no support flanges or strengthening beads to help give it support or stiffness. It is simply a curved piece of metal.
Also note that the tolerance of the curvature is very critical. The normal variation in the incoming metal would cause this part to spring back differently within the boundaries of a single coil of steel and also from coil to coil.
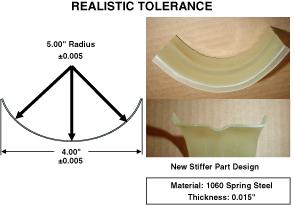 |
| Figure 2 By adding strengthening flanges and a bead down the center, part tolerances could be held. |
Figure 2shows an improved product design in which the part tolerances could be held. Notice the strengthening flanges and the bead down the center.
Watch for critical trim line tolerances. Formed parts with close trim line tolerances usually require trimming the part after it is completely formed. This adds more stations to your die.
In addition, look for surface requirements such as class 1 or A surfaces. These stringent surface requirements generally inflate the tooling cost and increase the time spent finishing the metal of the forming die sections.
Literally hundreds of factors can affect the way a die is processed. The basic ones can be expanded on, but the general idea is to make sure that you don't overlook part design features or attempt to process a part without a good understanding of the metal and the part's fit and function.
Don't make assumptions regarding metal type or feature tolerances. Good data means good processing.
Until next time ... Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





