
















Contributing Writer

Figure 1Figure 1 Click to enlarge image
Many factors influence tool steel selection. Part Iof this article focused on selecting the right cutting clearance. Part II discusses properties to look for in tool steel and the importance of heat treating, preparation for production, coatings, lubricants, and the press on which the tool will be used.
The material the punch is made from significantly influences its life. Among the factors to consider when selecting the tool steel are its hardness and thickness; material to be cut; cutting speed; how much shock the punch will be subjected to; punch size; and the desired quality of the cut edge.
You should look for two fundamental properties when selecting the tool steel for a cutting punch—toughness and wear resistance. Toughness can be defined as the tool steel's ability to withstand substantial shock without breaking, and wear resistance is the steel's ability to resist abrasive or adhesive erosion or breakdown.
During the metal cutting process, the punch is subjected to a great deal of shock. This shock takes place when the punch contacts the material. The punch must be able to withstand this sometimes enormous shock without chipping, cracking, or breaking. This is where the tool steel's toughness is needed.
During a portion of the punch's entry and all of withdrawal, the metal being cut is squeezing on the sides of the punch, which creates a great deal of friction and heat. Some tool steels, such as S7 (the S stands for shock), have very high impact toughness but are lacking in wear resistance. This type of tool steel is ideal for applications in which the punch is subjected to unusually high shock. S7 commonly is used when cutting high-strength steel. Because it has relatively little wear resistance, it is necessary to sharpen the punch more frequently.
Other tool steels, such as those made using a special powdered metal process, can be manufactured so that they have excellent wear resistance and poor toughness, or a good balance of both toughness and wear resistance. M4 is a common tool steel with a good balance of toughness and wear resistance. The key is to analyze your cutting conditions and choose a tool steel on the basis of the severity of the cutting process. Figure 1shows the toughness and wear resistance values of various tool steels.
I once was told that the tool steel is only as good as the heat-treating process used in making the tool. Make sure that the proper guidelines have been followed when heat-treating the punch. Careful attention must be paid to time and temperature. Punches must be properly tempered! Also, if they have been wire-burned, it may be beneficial to stress-relieve them post EDM. Performed at a temperature approximately 50 degrees below the final tempering temperature, this process helps strengthen the cutting edge.
Take the time to stone a very small radius on the edge of your cutting punches. When I say small, I mean about 0.002 inch. Simply removing the grinding burr with a soft piece of brass can help. A small radius on the punch helps to prevent the edge from chipping or breaking off.
Also take the time to linearly stone and polish the punch. Most punches are radial-ground. Radial grinding creates a great deal of friction between the punch and the sheet metal. Polishing with respect to the direction of the punch's entry (linearly) reduces this friction and extends punch life. Figure 2shows this concept.
Tool steel coatings such as titanium and carbide help reduce friction and wear. Coating a cutting punch can increase its life as much as 500 percent. However, keep in mind that coating a punch does nothing to increase its toughness; it improves wear resistance only.
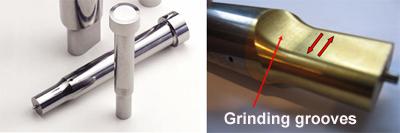
Figure 2Highly Polished, High- Performance Pierce Punches (left), Radial-Ground Rough SurfacesResult in Greater Friction and Heat (Right) Image courtesy of Dayton Progress Corp.
Many coating types are available. The three most common categories are physical vapor deposition (PVD), chemical vapor deposition (CVD), and thermal diffusion (TD). A key element in ensuring successful coating is to make sure the tool steel has been properly prepared for the coating process. Coating life depends on the surface finish of the tool steel. The punch must be polished (preferably linearly) to a mirrorlike finish. The tool steel must not exhibit any grinding cracks or inclusions. The punch must be burr-free and also free of contaminants, such as heat-treating salts. Figure 3shows a coated punch.
Many punch failures can be traced back to the press. The press must resist as much deflection as possible during punch entry and withdrawal. Older C-frame or gap-frame presses are notorious for high deflection rates. Press deflection causes the punch to bend and break.
Unfortunately, cutting and piercing operations often are considered less severe than drawing or stretching. However, the truth is that the metal cutting process can create friction and heat values that surpass those that occur during deep drawing.
Remember that during punch withdrawal, especially when small cutting clearances are used, the punch may be experiencing as much as a 0.001-in. friction or press fit, which means that the hole is as much as 0.001 in. smaller than the punch. Any toolmaker who has ever tried to drive a 0.500-in.-diameter dowel pin into a hole with a diameter of 0.499 in. knows that a great deal of force is required. Think of this happening over and over again at 500 times per minute. Get the idea?
To help reduce the friction between the punch and the sheet metal, you must create a small chemical barrier. This can be done by utilizing a good extreme-pressure (EP) lubricant. Lubricants not only increase punch life, they reduce the stripping force necessary to pull the punch from the sheet metal. Whenever possible, use a lubricant when cutting. Figure 4shows a chemical boundary lubricant.
Many factors affect punch life. The key is to understand these factors, collect as much data about your cutting process as possible, and make good decisions based on your data.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}