More and more stampers and die builders, both automotive and nonautomotive, are increasing their use of higher-strength materials.
Grades of steel such as dual- or triple-phase; high-strength, low-alloy; and bake-hardenable are not uncommon in the automotive and appliance industries. In addition, high-strength materials such as titanium, INCONEL® alloys, and MONEL® alloys are used widely, especially in the aerospace industry.
Although all high-strength materials have their own special features and behave in their own unique ways, they also share some common characteristics and typical reactions to stretching and drawing.
 |
Figure 1
The concept behind using dual-phase steel is to retain a reasonable amount of stretching and a great amount of work hardening to increase its strength. Source: World Auto Steel. |
Six Common Characteristics
When compared with lower-strength materials, high-strength metals usually have the following traits:
- Less stretchability and lower n values—While this trait usually is typical, some grades of steel, such as dual-phase, have reasonably good initial stretch characteristics. These steel types achieve their overall high strengths through the process of work hardening.
The concept behind using dual-phase steel is to retain a reasonable amount of stretching and a great amount of work hardening to increase its strength. Basically, dual- and triple-phase steel has good formability and becomes high-strength steel when strained. Nevertheless, even supergrades of dual-phase steel cannot compete with the stretchability of materials such as deep-draw quality (DDQ) (see Figure 1).
 |
Figure 2
Excessively stressed, brittle parts may fail when subjected to shock. |
- More brittleness and less ductility after forming—This creates a serious problem for parts needing re-forming, such as draw reductions.
In addition, anytime high-strength material is permanently deformed, it is loaded with a great deal of stress. Excessively stressed, brittle parts may fail when subjected to shock. Figure 2shows a crack in a part caused by severe work hardening and embrittlement.
- Poorer stretch distribution—Much like aluminum, high-strength materials strain locally. Once again, dual- and triple-phase steel is the exception to this rule. The poorer the stretch distribution characteristics of the material, the more difficult it is to obtain the part geometry.
- Higher springback values—Something as simple as a 90-degree bend can become a stamping nightmare.
- Larger press capacity—Because of their increased yield, tensile, and shear strengths, these materials require more force to cut and form.
- More Abrasiveness—High-strength materials require dies that are made of premium tool steel that can withstand severe friction.
Defining Drawing and Stretching
Before we can take a look at some basic rules for forming high-strength materials, we must first define the difference between drawing and stretching.
Drawing is the displacement of metal through the process of plastic flow into a die cavity or over a punch. In true drawing, the amount of stretch that occurs to the metal is minimal.
Stretching is a process by which tension is applied to the sheet metal in an effort to increase its surface area. Unlike in drawing, a great deal of thinning results when metal is stretched.
Six Guidelines for Drawing
- Pay strict attention to the positional relationship between the punch and the edge of the blank (draw ratio). Having too much material outside of the draw punch often results in increased stretching. This is especially true in areas of radial compression. Because high-strength materials have a reduced amount of stretchability, stampers must try to increase the metal's flow and reduce stretching.
- Use semideveloped blanks whenever possible. A semideveloped blank is a blank shape that allows the part to be formed without having to trim off a lot of excess metal later.
Many stampers use square, rectangular, or trapezoidal blanks for drawn parts so that they don't have to purchase a blank die. Using blank shapes like these is risky, especially when using high-strength material (see Figure 3).
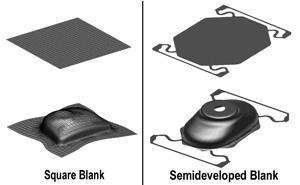 |
Figure 3
Unlike square blanks, semideveloped blanks allow the part to be formed without having to trim off a lot of excess metal later. Source: ESI Group. |
Extra material outside of a finished part increases the amount of stretch that occurs in a product, and it leaves a large amount of stress-loaded material outside of the drawn part. Trimming away this highly stressed material from the drawn part can cause the part to twist or distort severely.
- Use larger die entry radii than normal. Of course, no one radius is appropriate for every drawing application, but a good rule of thumb is six to eight times the material thickness.
- Use high-quality tool steel. High-strength steel is very abrasive and can result in extensive die wear.
- Use the right lubricant. The lubricant should not only maximize metal flow, but also reduce die wear and keep tooling cool.
- Reduce forming speeds whenever possible. High-strength material needs more time to react because of its inability to stretch during initial punch contact.
Four Guidelines for Stretching
- Strive for a product design that forces the metal to distribute the stretch evenly. Avoid deep depressions or embosses with small radii. Open up wall angles on deep forms, and use very large, liberal radii whenever possible.
- Polish die radii to a mirrorlike surface finish. This allows metal to move over the punch and cavity more easily, helping with stretch distribution.
- Use the right lubricant. The lubricant not only should maximize metal flow, but also reduce die wear and keep tooling cool.
- Reduce forming speeds whenever possible. Because high-strength steel has poor stretch distribution, it's necessary to slow down forming speeds.
Of course, these are only a few of the basic considerations for forming high-strength materials. Each metal has its own special characteristics and must be processed with respect to these properties.
Until next time ... Best of luck!