















Contributing Writer
Selecting a stamping die's pressure system can be a critical decision. Many questions must be answered to determine what type of pressure system best suits your application. This article is Part II of a two-part series that focuses on the different systems available, as well as the advantages and disadvantages of each. The article also discusses some of the controlling factors that contribute to system selection.
Part I discussed some of the controlling factors and a few available pressure systems. Part II focuses on gas manifolds, plumbed gas systems, press cushions, and specialty electronic shimming systems. With the exception of the section entitled "Specialty Pressure Cylinders," this article will discuss the pressure systems as they pertain to drawing.
 |
| Figure 1 |
Manifolds are perhaps one of the most popular types of pressure systems used in deep drawing. They essentially are large blocks of steel or aluminum checked for porosity and inserted with a series of individual gas springs. A series of large ports and gas channels are gun-drilled into the manifold. These gas channels connect each of the cylinders and unify the force exerted by each cylinder.
In addition, each cylinder can operate independently. Independent suspension is important to reduce binder deflection and accurately control metal flow. Uniform pressure and distribution characteristics can be achieved with a nitrogen manifold. Figure 1 shows a typical nitrogen manifold.
Advantages
Disadvantages
 |
| Figure 2 |
Numerous press cushions are available today, including air and hydraulic. Some types can be preaccelerated to reduce blank holder shock loading, and some can adjust the force exerted on the blank holder during the press stroke.
Hydraulic cushions can exert the tremendous blank holder forces needed for stretch drawing parts such as automobile hoods and outer door panels. Unlike manifolds, press cushions supply the force necessary to control metal flow by transferring the needed pressure through an air or cushion pin. Typically made of low-carbon steel, the pins are uniform in length. The press cushion is flat, clean and well-maintained and distributes even pressure throughout the entire blank holder surface. However, if the air pins are damaged, bent, or uneven, binder deflection can occur, causing a poor fit between the die face and the blank holder that may result in a loss of metal control. In addition, if the press cushion is damaged, dented, or dirty, regardless of how accurate the air pins are machined, binder deflection can occur. It also is important to make sure that the bottom surface of the blank holder is flat and free of dents and dirt. Provided they are well maintained, press cushions are excellent force suppliers. Figure 2 shows a typical press cushion. Figure 3 shows some of the problems that can occur using a press cushion.
 |
| Figure 3 |
Advantages
Disadvantages
 |
| Figure 4 |
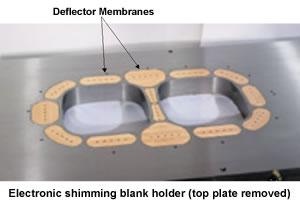
Electronic shimming systems provide the most flexibility in blank and metal flow control for deep-drawing operations. Difficult-geometry parts, such as double-bowl sinks, are drawn using this specialty system. Electronic shimming allows for blank holder pressure adjustments to be made anywhere around the perimeter of the drawn shape at any point during the press stroke. Because the system uses hydraulic pressure, high holding forces can be achieved.
In addition, this system can compensate for changes in metal thicknesses that occur during the drawing process, eliminating the need for a running spot on the blank holder. Electronic shimming systems can be fully programmed to draw many geometric shapes. They control metal flow with special membranes that deflect a special blank holding plate. Figure 4 shows an electronic shimming blank holder. (Image courtesy of Hydraulico)
Advantages
 |
| Figure 5 |
Disadvantages
Many types of specialty cylinders are commercially available. Stock lifter cylinders are becoming popular for designing and building progressive dies. These ready-to-install gas springs can adsorb more side thrust and abuse than conventional cylinders and come with pretapped holes in the piston for mounting stock rails. These springs make short work of what is often a time-consuming job, helping diemakers build dies faster. Figure 5 shows a commercial stock lifter.
Pressure systems other than those covered in this two-part series are available. Always choose a system that best meets your needs. In other words, don't buy an expensive electronic shimming system if a simple plate and urethane spring will suffice. On the other hand, don't expect to deep-draw a double sink with your urethane pressure system.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





