















Angling for a good cut
Sawing structurals and tubing
 |
Many manufacturers that experience sawing problems might not realize that proper maintenance and appropriate sawing practices can help eliminate some of them.
A frequent problem involves angle cutting on band saws. Most fabricators that make angle cuts are doing so on mild steel tubing and structurals. Challenges with sawing angles can be divided into five categories—the stock, machine setup, the blade, the cutting fluid, and the saw itself.
The Stock
When someone says that his angle cuts aren't true, the first item to look at is the stock. If it doesn't meet mill specifications for straightness, consistent angle cuts won't be possible. No matter how firmly the machine vise clamps the stock, the angle of the cut piece will be inconsistent.
The Machine Setup
Another often overlooked problem that can result in inaccurate cutting is the conveyor that moves the stock into the saw. The conveyor must be fastened securely and level with the saw table. Using one of the new laser beam tools or at least a
6-foot straight edge will ensure alignment. Problems always will occur when making angle cuts if the sawing machine and conveyor aren't anchored to the floor and level.
The stock should lie flat on the saw table and across the blade path. A loose machine vise has a tendency to lift the stock off the table, and worn pads on the gripping edge of the machine vise can prevent the stock from being held true.
 |
| Figure 1 For level cuts, the blade must be lubricated evenly. |
The Saw Blade
One of the most critical components of any sawing operation is the saw blade. The blade should be inspected before cutting because a damaged blade can cause many fabrication problems. For instance, a blade with a broken tooth or one that is bent out of line from the tooth set can produce a jagged or out-of-square cut.
Making precise angle cuts requires the widest blade a machine can handle. Wide blades have less tendency to wander and have greater beam strength, so they won't bend or deflect upward when they cut. If the blade curves, the circumference is greater on the back of the blade than it is on the tooth side. The tooth side becomes wavy and does not make straight cuts. A too-heavy feed rate also can cause this problem.
Cuts made on tubing and structurals is called an interrupted cut. That is, the blade teeth start out cutting a solid then move to cutting air, then return to cutting a solid. This type of cut can be hard on teeth, and it is important to select the proper blade pitch for these applications. It is tempting to specify a coarse-pitch blade to make the solid portion of the cut, but too often that kind of thinking can lead to broken saw blade teeth and ragged cuts.
The rule of thumb is always to have no less than three blade teeth in the cut at all times to distribute the load. Determining the proper blade pitch is based on the length of contact. For solids, this length is determined by measuring the diameter of a round or the side of a rectangle. For tubing, it is two to three times the wall thickness. For structurals, it is the contact length through most of the cut (see lead photo).
Another tip on blade selection for cutting structurals and tubing is to use a blade with a wide set, which is the amount of offset the teeth have from the centerline. A wide set cuts a bigger slot, or kerf, as the blade passes through the cut. Structurals and large tubing with thick wall cross sections have a tendency to close down or pinch as the blade passes through them. A wide set prevents the blade from being pinched and damaged.
 |
| Figure 2 The frame holding the blade mechanism is the component that tilts. |
The Cutting Fluid
Cutting fluid dispersion is another area that can cause problems in a seemingly correctly operating machine. If fluid delivered is significantly less on one side of the cut, the blade has a tendency to dull prematurely. In other words, it will "walk" toward the sharp edge of the blade, resulting in an uneven or out-of-square cut.
Flood coolant always should be applied through the saw blade guides when making angle cuts, particularly when cutting structurals and tubing (see Figure 1). In this situation, the interrupted nature of the cut can misdirect the fluid, leaving an insufficient amount of fluid in the cut. Flood coolant application ensures the right amount of fluid reaches the cutting area. A lack of fluid also can cause chip welding, a situation in which packed chips created by sawing can be heat-welded to the blade gullets. Even though flood coolant application can be messy, it provides assurance that there is sufficient fluid in the cut.
Direct fluid application also can be used, but it is usually suitable only for cutting one or two pieces at a time, because direct applications don't apply the quantity of fluid in the right place for large quantities of stock.
If the machine is properly anchored to the floor and conveyor, if the stock meets mill specifications, and if the right saw blade and cutting fluid are being used, there is little else to stop current band saws from making accurate angle cuts in all types of stock. The catch is to make sure the proper band saw is being used.
Saw Types
Band sawing machines can be divided into three types. The first is vertical or contour machines, which are suitable for making single cuts and most often are used for maintenance operations in which accuracy is not critical. Angle cutting on these machines is accomplished by tilting the table of the saw or by using an angle cutting attachment.
Some vertical machines have a counterbalanced saw head that tilts to make angle cuts from 0 degrees up to 60 degrees. Called tilt-frame saws, they sometimes have a programmable head angle tilt with a digital readout and automatic indexing with kerf compensation (see Figure 2). They are used for production and general-purpose sawing of large stock.
The most common band saws are scissor-type, with blades that move horizontally and the saw head hinged on the saw base. Another type is supported between two columns and cuts like a guillotine. Both styles are capable of angle cutting
On swivel-head saws, used for smaller quantities of stock, the desired angle is manually adjusted (see Figure 3).Within this category are NC models that can be programmed for the number of cuts and lengths and are capable of multiple indexing. Some models have a head that can be rotated up to 45 degrees in one direction. More advanced machines have a double-swivel head that can be rotated up to 45 degrees in one direction and 60 degrees in the other.
 |  |
| Figure 3 The manually adjustable swivel head can be rotated clockwise or counterclockwise. | Figure 4 The entire base and head of a dual-column saw rotates to make the cut. |
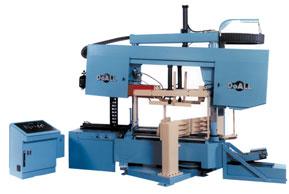
Heavy-duty dual-column saws with a guillotine-type action are known for accuracy and fast cutting while making angle cuts at production rates (see Figure 4). Some operate by rotating the saw base and head around a fixed platform. They can make angle cuts on workpieces up to 26 in. high by 22 in., making angle cuts either to the left or right up to 45 degrees. Dual-column band saws have digital readout controls; hydraulically clamped saw guide inserts; hydraulic-powered, movable saw guide arms; and hydraulic band tensioning. They also can be fitted with automatic material handling systems for increased productivity.
 |
| Figure 5 Guide arms deter the blade from riding too high. |
Saw Maintenance Procedures
Occasionally the root of an angle cutting problem can be traced to how well a band saw has been maintained. Even though saw guides feature solid carbide inserts, the inserts do eventually wear, break, or aren't properly positioned, causing the blade to ride too high and flatten the tooth set. Roller bearings on the saw guides also can wear away, and sometimes the guides are positioned too far away from the cut, preventing the blade from running true through the cut. The guide arms should be placed as close to the workpiece as possible (see Figure 5).
Making accurate angle cuts can be a hassle-free and profitable operation for manufacturers given the right setup, a little equipment care, and the right sawing machine choice.
Al Terronez is the sawing and applications manager at DoALL Sawing Products, 254 N. Laurel Ave., Des Plaines, IL 60016, 888-362-5572, aterronez@doall.com, www.doall.com.
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




