















Contributing Writer
 |
Euro-NCAP, which stands for European New Car Assessment Program, was introduced in 1997 by five European governments, together with the European Commission. The results of this program are followed closely by the general public, so much so that hardly any automobile producer would risk ignoring them.
Safety has become one of the most essential aspects of selling a car, and safety-related bodywork parts are attracting great attention. At the same time, strong competition is spurring constant research into new and more economical manufacturing concepts. The combination of profiles and laser welding can play a significant role in achieving this goal for such bodywork parts.
One example is a laser-welded side-impact-protection profile (see Figure 1) made of high-tensile, fine-grained, galvanized steel measuring 1.5 millimeters thick with a tensile strength of 800 to 980 megapascals (MPa). The high tensile strength of the material requires high forming forces, placing great demands on the roll forming machine. At the same time, the profile must have exacting tolerances.
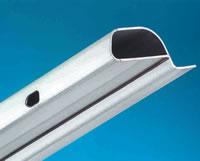 |
| Figure 1 The side-impact-protection profile is made of high-tensile, fine-grained, galvanized steel measuring 1.5 millimeters thick. |
The fillet of the hollow section is not easily accessible. The welded seam must have 100 percent weld penetration. Only a CO2laser with a 4-kilowatt welding output could be considered for the welding process. However, the laser places high precision demands on the roll forming machine. Guidance of the strip metal edges, especially in the welding area, must be precise (see Figure 2).
Likewise, great care must be taken during the preparation of the weld seam. A combined edge-scraping and grooving device removes the zinc layer in the weld area completely, as zinc particles in the welding bath will cause undesired pores and spatter.
Organic impurities such as lubricants also can cause welding errors. In spite of the high forming forces, excess lubricant must be avoided. For the rollers subjected to greater pressure, a felt pad is dosed by means of an electrical device, which sparingly dispenses the correct amount of lubricant. Thus, the profile itself remains unaffected.
The detailed forming stages of the side-impact-protection profile are clearly recognizable in the forming flower shown in Figure 3. A "descending" forming process minimizes the residual stress in the profile. This means the profile level progressively decreases as it approaches the exit. This allows for the stress level to be reduced as compared to a horizontal forming process, helping to increase the profile's precision.
 |
| Figure 2 Guidance of the strip metal edges, especially in the laser welding area, must be precise. |
Various openings in the profile (see Figure 1) provide for lacquer and rain discharge. To enable complete drainage, the openings are situated as close as possible to the bending radius. This presents a forming challenge, because these holes previously were punched in the flat metal strip and have gone through the entire forming process. Model calculations during the conception phase showed that punched-out hole deformation caused by the forming force was to be expected. Only after modifying the hole location could the punch pattern tolerance be maintained.
Assembly of the four vehicle doors necessitates four different profile versions with different punch and notch lengths and positions. To accomplish this, a programmable roll feed device is situated in the prepunching unit at the beginning of the production line, and a flying cutoff machine capable of programmable part lengths is situated at the end of the line.
 |
| Figure 3 The detailed forming stages of the side-impact-protection profile are clearly recognizable in the forming flower. |
Deformation at the profile ends is unacceptable. To prevent it, a notched opening marginally wider than the cutting blade is prepunched in the flat strip. Therefore, the punching blade is not required to enter the material directly. The blade's shape, coating, and lubrication allow for an economical tool life.
Before the machine is delivered, its manufacturer uses a test machine to produce samples for quality and reliability testing. Most of the needed optimization work is carried out before production start-up, reducing the possibility of unexpected problems during actual start-up in the fabricator's shop.
The machine measures about 30 meters long and is operated by one person. Only coil changeover and profile removal require additional personnel. The coil changeover takes three minutes, thanks to high automation. Tool changeover also is quick, allowing the fabricator to switch the tooling to produce numerous other profile styles.
These characteristics have helped make roll forming an increasingly popular process for automotive bodywork parts.
Werner Wasmer is vice president of Dreistern Inc., 801 Tech Drive, Telford, PA 18969, 215-799-0220, fax 215-799-0420, werner.wasmer@dreistern.com, www.dreistern.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





