















Heat-treating line pipe weld seams
Proper annealing and 2-D numerical analysis optimize seam strength and toughness

Correct weld-seam normalizing restores the tensile properties of the HAZ.
The world’s demand for energy has been growing more or less steadily for years, with no end in sight. According to the International Energy Agency, the petroleum supply increased from 76.76 million barrels per day in September 2001 to 88.7 million in July 2011, a 16 percent increase.1 Likewise, the number of oil rigs in operation increased from 2,242 in 2001 to 3,397 in 2011, a rise of 52 percent.2
The surge in energy demand has in turn spurred demand for longitudinal seam-welded pipe produced on continuous welding lines—the kind of pipe used to carry oil and gas under high pressure. Such pipe must satisfy stringent standards, including those set by the API. To meet these standards, it is essential to understand the dynamics of seam normalizing. It is also necessary to understand heat treatment processes that use intermediate quenching. This is because the metals and the thick walls used in line pipe complicate the heat treatment of weld-seams. Process parameters such as heating time, frequency and coil design also influence the final result. A good way to see and understand these influences is to use numerical modeling.
Why Heat-treat Weld Seams?
During high-frequency welding, the outer and inner sides of the pipe wall experience the highest temperatures. This creates a heat-affected zone (HAZ) with a characteristic hour-glass shape. The heat also changes the tensile properties of the HAZ, reducing its toughness (its ability to absorb an impact without rupturing). Weld-seam heat treatment re-establishes the tensile properties of the HAZ, bringing them back to levels equal to those of the base material.
However, modern high-strength low-alloy (HSLA) steels derive their strength, in part, from small grain size—the only strength mechanism that contributes positively to strength and toughness. As such, these steels have smaller grain sizes than those obtainable from normalizing heat treatment, it may be necessary for higher grades of pipe to undergo more complex heat treatment processes.
It is essential to realize that during in-line seam heat treatment, the colder part of the pipe acts as a heat sink. Accordingly, the cooling rate is mainly a result of internal heat conduction in the pipe. A properly done weld-seam heat treatment ensures a heated zone with the correct normalizing temperatures; that is, with a sufficiently small temperature difference between wall interior and exterior. In addition it must cover the entire HAZ on the inside wall.
2D Numerical Analysis
The only way to understand what happens inside the steel wall is to use numerical modelling tools to investigate the seam annealing process. The process can be represented by a 2D cross-section model. Electromagnetic and thermal computations must be correlated in order to analyse the process.3
Several factors influence the temperature difference between the outside and inside of the pipe wall when wall thickness increases. The current penetration depth is small as long as the temperature remains below the Curie point. Regardless of penetration depth, the magnetic field strength from the induction coil decreases with distance. The power density is therefore higher at the outside of the pipe than on the inside, even at temperatures above Curie point.
Figure 1 illustrates how heat is conducted in the pipe wall at a late stage of the heating process. The pipe acts as a heat sink for the heated zone, and phase transformation occurs at different times on the outside and inside of the wall due to the temperature difference. The energy needed for transformation delays temperature equalization.
Heat losses from the inside surface of the pipe due to radiation and convection contribute to the temperature difference between the inner and outer wall surfaces. This causes a stationary temperature difference that cannot be equalized by heat conduction, and which can become significant in thick-walled pipe.
Line layout and seam tracking
The outcome of weld-seam heat treatment also depends on the line layout. As space is often limited in mills, it is critical to calculate coil lengths and the distances between them in order to achieve optimal results. A 2-D simulation of the normalizing process can verify the layout and also calculate the cooling part of the process.
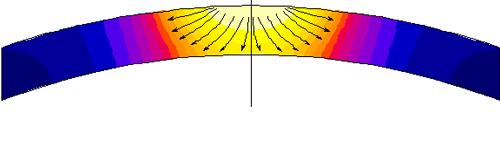
Figure 1: In this iso-temperature plot, the arrows indicate the direction of conductive heat-flow in the pipe wall.
It is common that the continuously welded tube twists after it is welded. Consequently, the weld seam moves away from the 12 o’clock position when it arrives in the seam normalizer section. Seam tracking is required to keep the seam normalizer coils in the right position. The two types of tracking are horizontal and orbital.
A horizontal tracking system has a coil with a fixed minimum distance to the pipe’s 12 o'clock position and moves only horizontally from this position. When the weld seam moves away from the 12 o'clock position, the coupling distance between weld seam and coil increases, reducing coil efficiency. Additionally, the coil no longer is positioned symmetrically relative to the tube. Horizontal tracking systems are not suitable for large deviations or for the thicker walls typically used in line pipe.
Orbital tracking systems keep the coils in the same position relative to the weld seam when the seam deviates from the 12 o'clock position. This means the heating pattern is not influenced by twisting tube or pipe. Heating is optimized at any position in the tracking range. No over-sizing of the heated zone is necessary (which also requires increased cooling length). When done correctly, orbital tracking ensures correct seam normalizing of the weld seam regardless of seam position.
Simulation verification
Results from a running line show that 2-D simulations are useful when designing line layouts. Of course, final process parameters must be fine-tuned in the line to achieve the best possible results for different sizes and material grades. A well-designed line is essential to producing pipe at the desired speeds and quality.
References:
- Oil Market Report, International Energy Agency, omrpublic.iea.org
- Worldwide Rig Counts, Current and Historical, Baker Hughes Inc., www.bakerhughes.com
- John Inge Asperheim and Lef Markegård, “Optimization of Seam Annealing Process with the Help of 2-D Simulations,” article posted at www.efd-induction.com
John Inge Asperheim and Leif Markegård are research and design engineers at EFD Induction , Bøleveien 10, P.O. Box 363 Sentrum, 3701 Skien, Norway, lm@no.efdgroup.net, jia@no.efdgroup.net, www.efd-induction.com
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
