















Senior Editor

Figure 1 A job at O'Neal Steel called for a gooseneck 24 in. tall, 11 in. thick, which mated with a 5-in. V die with 1-in. chromed rounds on each side.
Joe Sowder knows how to think big. The regional tooling specialist with O'Neal Steel worked with one of the company's longtime clients that needed big, unusual parts. Upon seeing the print, both Sowder and the customer swallowed hard. The print depicted a massive channel part, 16 feet long with a 12-inch web and 16-in. legs. To make matters worse, the design called for an exotic high-strengthmaterial. Due to its extremely high tensile strength, the channels required an overbend of almost 15 degrees to compensate for springback.
This called for huge tools: two 8-ft.- long goosenecks more than 24 in. tall and 11 in. thick. And because the material required an inside bend radius of five times material thickness to prevent cracking, the part needed a 5-in. V die equipped with 1-in.-diameter, induction-hardened and hard-chromed rollers at the top of the V opening. The rollers help reduce the drag as material is drawn intothe V opening, which in turn reduces the tonnage requirements and minimizes marking. Two windows cut into the gooseneck body allow a fork truck to lift each 8,000-pound monster into a 1,250-ton Pacific brake with a 24-ft. bed. The company outsourced the tool to Addison, Ill.-based Fab Supply Inc., which shipped the completed tool to O'Neal's Pittsburgh facility.
"This came from a huge billet of material," Sowder said, and it required a specially fabricated magazine that could hold the top-heavy goosenecks (see Figure 1). So Sowder and his team, working at O'Neal's Shelbyville, Ind., plant, outside Indianapolis, had some fun.
"We painted the Colts logo on the side of this magazine," he said, before sending it to the Pittsburgh plant. "Considering what happened during this past [NFL season], I'm sure the folks in Pittsburgh will deface the thing before long."
Defacing aside, such specialized tooling may not gel with a lot of thinking behind modern manufacturing. "Standardization" is an integral part of lean manufacturing's 5S: standard machinery, standard tooling, and standard setup lead to less waste, right?
Well, not always.
According to John Wold, president, Fab Supply Inc., "Special tools frequently lead to significant improvements in press brake productivity because they typically produce multiple bends in a single stroke." Because they increase productivity, he added, they can lead to more work and, ultimately, "better profit margins on that work."
In Sowder's case, the decision was easy. The part couldn't be made without that special tool. In many cases, though, the decision isn't so straightforward. True, they usually make the operator's job easier; for the most part they don't involve air bending, just bottom bending. They also reduce the number of hits; a radius tool can do the job of multiple bump bends, for example, and a channeltool may produce multiple bends in a single stroke.
But in a lean world, specialized tooling goes against the grain. Any lean-manufacturing guru will say that eliminating wasteful practices between operations can have the most dramatic impact—reduced setups included.
Wold doesn't deny that standardized tooling, absolutely necessary for a lean organization, keeps a shop flexible, but at the same time, "ignoring specials would be a big mistake," he said. If their slightly longer setup times also lead to a drastic increase in throughput, he said, special tools make good business sense.

Figure 2 A hat-channel shape with two upturned flanges at either end would take six hits to bend with standard tooling.
Consider a hat-channel shape with two upturned flanges at either end (see Figure 2). Forming the part with standard tooling would require six strokes, specialized hat-channel tools three. How would this affect the bottom line?
To illustrate, Wold ran some hypothetical numbers. First, consider standard tooling. Say the job required 30,000 parts consisting of six lots of 5,000. Each part requires six hits with standard tooling. If the operator runs the brake at 300 strokes per hour, he produces 50 parts per hour. With a lot size of 5,000, run time would be 100 hours. With a 15-minute setup time for each lot, the totalrun time ends up being 100.25 hours. Multiply that by a $65-an-hour shop rate and you get $6,516.25. Add to that the cost of standard tooling ($400), and the production cost per lot works out to be $6,916.25. Over six runs, that's $41,497.50.
Now consider the same job run using a hat-channel die, with a cost of $1,900. The tool halves the number of hits, so the shop can produce 100 parts an hour instead of 50. True, the tool may take a half hour for setup, Wold said, but in the end the extra setup doesn't matter: Total cost winds up being $10,000 less for the job (see Figures 3 and 4).
The return on investment (ROI) calculation becomes even more favorable when considering the use of tools bending multiple parts at once (see Figure 5). As Wold explained, "You can realize significant savings when using a tool that's made to form several parts with each stroke. Let's say, for example, that by adding a full-length backgauge and a spring-loaded front pusher, achannel set can hold 15 blanks. Forming them all in one hit would eliminate 14 hits as compared to a standard channel die, or eliminate 29 hits as compared to forming the parts with a gooseneck punch." And this is just over 15 parts. As lot sizes grow, he said, the number of hits eliminated, and time saved, adds up significantly.
He also said to consider operator safety: They no longer have to hold individual small parts, with their hands only inches away from the bend line.
Dan Andersen, general manager of Paynesville, Minn.-based Louis Industries, goes through this ROI exercise regularly. Sometimes special tooling pays off; sometimes it doesn't.
For the most part, the shop uses standard precision-ground tooling. But if the math works out, Andersen said, the shop doesn't hesitate to try unusual tools. A recent job, for instance, called for an angle-and-hem combination that required the operator to bend one angle, remove, flip, then bend another angle, over a lot of 1,000, after which the operator would remove the standard tooling andinsert separate tools that formed the hem—and run the entire lot one more time.
That's a fair amount of material handling, and Andersen wanted to reduce it. So he considered a spring-loaded, American-style, three-high hemming set that allows bending and hemming with one tool. The result: The operation takes two hits, but the operator handles the part only once, no flipping required.
After running the calculations, the shop found that "it used to take 31 seconds to form each part," Andersen explained. "With the special tool we got it down to 19.5 seconds; that's about a 36 percent savings."
The shop also often uses a material-thickness offset tool that adds a rib to a long, skinny part. The tool performs what used to take two hits, totaling 19 seconds, with one 11-second stroke performing a positive and negative bend simultaneously. "That's a 41 percent savings," Andersen said. The brake hits once and it's finished, with no spinning or flipping of the part required.
Figure 3 A hat-channel die, producing four bends in a single stroke, can significantly reduce the number of hits required for certain applications.
Andersen emphasized that the shop tries to keep consistent shut heights. If a job uses both standard and special tools, the operator loads both, performs one hit at one station, then slides the part over on the bed and performs another hit at a second station. Consistent shut heights between standards and specials, Andersen said, can shave a lot of handling time off of an operation.
Sometimes customers will pay for the tool, sometimes they don't. If they don't, Andersen plans on an 18-month ROI, since 18 months represents the average time span for a typical job. Beyond that time, "the tool will most likely wear out, so we'll be looking for another one." If the tool pays for itself before the end of the job, he added, that's more money in the company's pocket.
As sources explained, however, deciding whether to use special tooling isn't just a matter of an ROI calculation. For one, time frame should enter the picture. "If it's Tuesday and your customer is demanding parts by Friday, special tooling may not be an option," Wold said, explaining such tooling does require planning and a bit more lead-time.
Another factor is press brake tonnage. For the most part, multiple-form specials require more; tonnage adds up quickly because several bends are made at the same time. For other tools, such as material-thickness offsets, the tonnage is increased because of the short fulcrums resulting from the part geometry. For instance, bottom bending with a material-thickness offset tool requires tonnagedetermined by multiplying the material thickness by a factor of 600. "On 10-gauge mild steel, that would equate to 81 tons per foot, and few companies have press brakes that can handle that type of load," Wold said.
He added that shops should consult the press brake manufacturer to avoid the risk of concentrated load damage. "But, as a general rule, you should not put more than 70 percent of the machine's available tonnage on less than 30 percent of its total length."
Other risks can crop up too. For example, while Louis Industries has had great success with special tools, it has had a few mishaps. For the most part, poor customer communication was to blame. Because special tools often are tailored to a specific job, last-minute design changes can throw a serious wrench into matters.
"We had a hot job that had to be completed within a few weeks," Andersen explained. The job called for radius tooling and couldn't be made any other way. Once the bid was accepted, the toolmaker sent the die and the customer sent prints—prints that were different from the original. "That was a sticky deal," Andersen recalled, adding that Louis Industries ultimately didn't make thedeadline.
The lesson? An open line of communication between the company and client is critical, Andersen said.
O'Neal's Sowder agreed. Among other jobs, O'Neal has done specialized work for off-road equipment OEMs that often require odd parts with odd bends. "For these jobs, you need to look at your customer relationship first. If they fall through, you can lose a lot of money upfront."
But if a job goes right, the customer relationship can strengthen significantly. One job at O'Neal consisted of a chute-type product made of 5/16-in. stainless steel. The first stroke required a tight offset bend that required a joggle, or offset, die; the second bend involved a gradual, 40-in.-long tapered radius starting from 7/16 and graduating to 215/16 in.; while the third bend, whatSowder called a "transitional bend," involved a taper over 8 in., from 215/16 back down to 27/16 in.
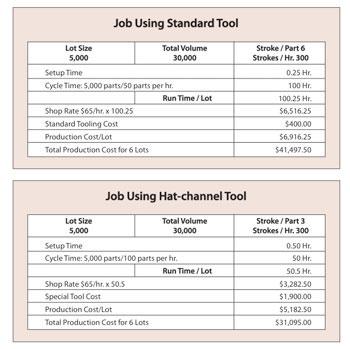
Figure 4 In this hypothetical example, switching to a hat-channel die significantly reduces the cost of the operation.
"These are very subtle bends, very gradual changes," Sowder said. "It's not your typical forming. In my mind, you couldn't do it with standard tooling because of the radii involved."
True, Sowder first thought to step-form the part with O'Neal's Cincinnati press brakes. "But it was a cosmetic issue, and even if it wasn't, we didn't have the tonnage for it. As you step-form, you must hit pretty close together, and that means your V die is small, and the tonnage goes through the roof. [With the current tooling on a Pacific press], I'm pulling just shy of 350 tons on thatfirst offset bend; the tighter I need it, the more tonnage it takes."
Previously the OEM had made the part using a deep-draw press, "which needed some serious maintenance, or even a replacement," said Sowder. On top of this, the company went through three operations—blanking, punching, then deep drawing—to make the part. Considering this, and not wanting to invest in another huge press for such specialized work, the company was looking for options, Sowderexplained.
The part required specialized tooling that cost more than $50,000. More than $50,000 for a press brake tool may be an unusual investment, but it was a drop in the bucket compared with the alternatives. Besides, O'Neal came up with a more efficient solution. Sowder offered to blank the sheet and cut holes with a precision plasma cutting system, then form the part on the press brake. Thisreduced a three-process operation to two, and reduced the number of times workers handled the part. For such a large part, 56 by 113 in., that's a big deal.
In the end, Sowder said, it boils down to looking at the overall manufacturing picture. For instance, the press brake operation alone in the previous example hardly seems efficient. But considering the press brake operation together with O'Neal's plasma cutting operation, reducing three operations to two, the two companies found a better way to make the part.
Sowder concluded: "Today's latest press brakes can do a lot with standard tooling—step-forming a radius, for instance, unless it's a cosmetic issue. If it's a cosmetic issue, you either have to roll it, step-form it using a larger-radius tool, or you need a truly matched [special] tool. When you go to a [special] tool, there's more cost and more tonnage needed. Industry is moving to morestandard tooling, of course, which gives you flexibility when design changes come down the pike."
Nevertheless, he never overlooks special tools should the need arise, if they represent a better way to make a part. Ultimately, he said, that's the only reason special press brake tooling should enter the equation.
Louis Industries, 222 Industrial Loop, Paynesville, MN 56362, 320-243-3696, www.louisind.com
O'Neal Steel, Shelbyville Plant, P.O. Box 480, Shelbyville, IN 46176, 317-421-1200, www.onealsteel.com
Figure 5 A spring-loaded pusher and a full-length backgauge allow a channel die to form multiple parts at once.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





