Contributing editor
 |
As cutting, welding, and other fabrication processes evolve and new materials emerge to meet these requirements, finishing processes have had to become a nimble dance partner to the whirlwind of change or get caught up in it.
New developments in fabricating technologies have new plate finishing consequences:
"The trends that aren't new but that are continuous are that fabricators always have to go faster, with better tolerances and less downtime," said Rick Costello, president of Kent Corp., North Royalton, Ohio. "There is just a constant pressure to produce more with less. And that's just as true with pipe and tube processing as in other processing lines."
According to Costello, the consequences of increased speed can be decreased cut quality. To increase tube mill speed, many mill operators are changing from double- to single-shear cutting. Single-cut shears are faster, but the increased speed comes with poorer cut quality. A single-cut shear leaves a dimple from the breakthrough of the blade and a burr at the finish of the cut, Costello said.
"That's the constant trade-off. In some cases, fabricators prefer to go faster and spend more time on the finishing end, and that's a trade-off that some are willing to make," Costello said.
"Some of the challenges come from evolving markets, in which increased demands for different qualities of surface finishes and edge conditioning are emerging," said Daniel Dechamps, president of Metal Finish LLC, Plainville, Conn. "People simply are not satisfied anymore with the quality that they used to be getting."
Jerry Hilscher, general manager, Hans Weber Corp., Olathe, Kan., added, "Minor burrs on parts have been deburred in the same way for more than 50 years—with a single abrasive belt deburring machine—but now customers are unhappy with the rough and often dangerously sharp edges that a single belt can leave."
Mark Poferl, business development manager for Timesavers Inc., Crystal, Minn., said that when components produced in large-batch production are assembled, finishing inconsistencies become visible. "If the parts are processed at different times, they may be subject to different operators handling them and different types of finishing. When they all come together, one part right next to another one, they have to match."
A.F. Kenton, president of Nova Finishing Systems Inc., Huntingdon Valley, Pa., said he has received many requests for surface finishes to be smoother than what used to be acceptable. What's driving that? "The competition across the pond. Fit, form, and function is the name of the game for U.S. companies, but aesthetics is the fourth code of law. That's where U.S. manufacturers have failed in a lot of respects."
He added, "Everything coming out of the other side of the world is usually finished a lot nicer than U.S.-made products because labor is so cheap." He warned that to avoid "becoming nothing but a nation of shopping malls, we have to compete with that low labor cost. In order to get back in the ballgame, surface finishes have to be improved."
 |
| Some fabrication processes are being developed that attempt to eliminate the need for finishing as a secondary process altogether, such as this drill bit, which is designed to produce burr-free holes in one operation. |
Dechamps said that the advancements in lasers that now empower them to cut materials up to 114 in. thick have created a new need in the finishing market. Fabricators who shifted from plasma cutting to laser cutting to avoid the deburring and deslagging associated with plasma cutting now have different finishing challenges with laser-cut parts.
"They said, 'Oh, good, I've saved on deslagging,' only to find out that although the laser-cut parts don't have burrs, they have a distinctly sharp edge that people object to," Dechamps said. "So in this case, the finishing process is not a deburring process but a rounding process. They need a certain corner radius and an edge so that it is smooth to the touch."
Hilscher concurred. "Although many manufacturing methods and machinery have reduced the burr generation potential, many times the new cutting equipment is so precise that the crisp edges may cut workers or end users."
He added, "We offer multiple-abrasive-station, modular machines to condition sharp edges and provide burr-free parts."
Traditional abrasive waterjet cutting has had its share of edge-finishing challenges. In 2-D waterjet cutting, the waterjet moves at 90 degrees to the plane through which it is cutting. The exit point of the stream lags behind the entrance point, causing irregularities on the inside corners of the part. The thicker the material is or the faster an operator tries to cut it, the greater the stream lag and the more pronounced the damage (see "Advancements in waterjet technology help job shop stay ahead of the curve" in this issue).
"The most significant trend in the deburring and finishing marketplace is process automation," John Sockman, director, engineered solutions, Weiler Corp., Cresco, Pa., said. "Quality, consistency, and labor traditionally have been major elements of deburring and finishing processes. The need for improvements in these areas is forcing companies to look seriously at automated solutions."
Costello predicted that processes will become more automated as the cost of sensors, programming software, and electronic and hydraulic devices comes down.
"The biggest changes are on the controls end—programmable controllers or sensors, switches, automated drives and motors that used to take mechanical devices," Costello said. "So, as technology advances on the programmable controls, it allows the machines to be run faster, with better control, better feedback so they can control things much more closely. Tolerances will go up, speeds will go up, and the cost will stay the same or go down."
Costello said that safety is another reason for automation. "Another trend is that they're looking at less manual intervention because heavier gauge weighs more; it's more difficult for anything manual to be happening. So with a lot of the new health and safety requirements, people are going to more automated machinery to handle the product."
Tony McCue, president, AM Machinery, Newtown, Pa., offers a different viewpoint. "Our experience is that with heavy plate applications, it's sometimes easier to leave it where it is and just deburr the plate by hand."
"I'm always surprised at how many people are still manually deburring today," Dechamps said. "Over the years people have tried various automatic machine concepts to remove slag, dross, and burr that have failed, because their use was so complicated, the machines were not reliable, or the dross was too hard. Today there are viable solutions and new approaches for that application that work, even for very heavy slag and part thickness of 4 inches." Dechamps added that some of the new edge-conditioning techniques, such as rounding edges, require a machine process.
Poferl said finishing costs vary depending on whether the operation is manual or automated and the degree of finishing required. "Manual labor is usually more costly," he said.
Discussing finish quality, many of those interviewed said that automated finishes are more consistent.
"Every operator does things differently. With automation, finishes are consistent from operator to operator and part to part," Poferl said. "Many times piece parts are finished in different jobs but combined as one assembly. Manual finishes by their nature are inconsistent and therefore can be difficult to match. Automated finishing is very consistent and lends itself to better part matching."
One of the derivatives of automation that has been driven by the "more for less" pressure is the development of automated machines that combine several processes.
McCue said STEELMASTER® offers a machine that combines deburring and graining and the ability to remove oxidation, deburr PVD-coated material, as well as galvanized and up-formed parts. This is possible by providing varaibles to the speeds and pressure of the abrasive belts, brushes, and conveyor.
"As R&D continues in the use of our double rotation planetary disks, we believe that a whole new breed of deburring machine will develop, both wet and dry, to augment or in some instances even replace traditional abrasive belts," Hilscher said. "These machines will offer deburring, edge rounding, and oxide removal in one simple machine."
Some machines may combine finishing with other processes as well. "So they may be punching a hole, notching, deburring, and finishing simultaneously in one machine," Costello said.
"Fabricators' needs are continuously evolving, whether they are purchasing prefinished material or finishing their own raw material," Poferl said. He added that working with finished materials creates other challenges.
Pregalvanized and precoated steels have been developed to meet the expectations for more, better, and faster, but they also have created the need to deburr without removing the galvanized or painted coating. "Laser cutting leaves a tremendously sharp edge," said McCue. "How do you remove the burr without removing the galvanized coating?" McCue said. STEELMASTER has accomplished this with a combination machine that uses an abrasive belt and brushes that rotate in both clockwise and counterclockwise directions.
"One of the challenges is keeping finished material from acquiring defects during fabrication," Poferl said. If the material gets scratched by dies or other sharp-edged machinery, it may have to be refinished or a new part may have to be fabricated, he said.
The use of cladded materials, which have a coating only microns thick, is increasing, and this presents finishing challenges too. "When you cut it with a laser, you can get a real tough edge that has to be deburred," McCue said. "We can deburr cladded aluminum without removing or disturbing the clad coating. That is finishing technology that is really 'out there.'"
Uncoated steel plate must be processed before it is suitable for plating or coating.
"Much of what we see developing today is in surface preparation prior to painting, galvanizing, or some other type of surface coating," Poferl said. "This type of finishing focuses on abrading the surface for better adhesion of the coating."
Tom Carroll, president, CS Unitec, Norwalk, Conn., offered this example. "We had one customer in the automotive industry that was making bumpers for Toyota. They would put them through the galvanizing process and then discovered that some of them had blemishes and defects. At one point they were scrapping the bumpers, which was very expensive. They found that by using one of our machines, they were able to take out the blemishes and reprocess the bumpers."
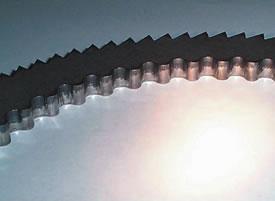
Industry experts said that using lasers to cut plate adds another finishing consideration. "Laser cutting equipment that dramatically reduces operating costs can leave an oxide film on the vertical cut edges," Hilscher said. "This film prevents coatings from adhering to these surfaces, causing myriad quality problems on steel parts."
"The oxide interferes with the coating adhesion and must be removed and the surface prepared prior to coating," Poferl added. "Automated equipment and the abrasives it utilizes are continuously under development for laser oxide removal."As an alternative to acidic dip tanks or hand finishing to remove the oxide film, Hans Weber's patented double rotation planetary brush machine removes oxide film in a single pass through the machine, Hilscher said.
McCue said oxidation and burr removal can be accomplished with a STEELMASTER combination machine that uses an abrasive belt and a series of different types of brushes that rotate in clockwise and counterclockwise directions.
Dechamps said that regardless of how the plate has been cut—laser, plasma, or waterjet—if it will be welded robotically, it must be edge-conditioned on automatic equipment. "Precision beveling is needed to accommodate robotic welding. It's not deburring, but it is a process that is very similar."
 |
| Laser cutting equipment can leave an oxide film on the vertical cut edges that prevents coatings from adhering to the surfaces. The oxide film has been removed from the lower half of this part. |
Rick Lawson, plant manager, Metabo Corp., West Chester, Pa., said that part of preparing fabricated plate for coatings is the removal of "dogs," or metal attachments welded on temporarily to facilitate assembly and permanent welding. "Once the plates are welded, the dogs are knocked off, and the area they were welded on has to be blended back in to match the surface.
"Also, typically if it's heavy steel plate, it's erected outdoors, so it's going to have some surface rust that has to be cleaned off prior to being welded or it will contaminate the weld," Lawson said. "And then there's the weld itself; it's going to require some blending after the plates are joined."
Lawson said that finishing often is required after plate has been formed. "Whether it's damaged by the shaping machines or if the plate is shaped by using heat—a lot of times they'll use torches to actually expand the plate or shrink another part of the plate—that also has an effect on the steel. You have to repair the steel from that damage, because it has more of a tendency to rust when you heat it like that."
"Equipment is evolving to do more three-dimensional finishing, rather than just finishing perpendicular to the part," Poferl said. He said that combination abrasives are new, and abrasive brushes are configured differently than they typically were."Finishing machinery innovations are evolving in surface preparation and in how abrasives are presented to the material being finished. Concurrently, abrasive manufacturers are working jointly with machinery manufacturers to modify the abrasive format or configuration to better utilize automation processes," he said.
"The biggest improvement in the grinding is the addition of the premium-quality grains—the Cubitron™, the alumina zirconium—that are developed for severe-duty applications," Lawson said. "From the abrasive side, we've made some of the cooler cutting wheels, especially for working with hardened steel. It doesn't create as much heat, so it doesn't destroy the hardening of the steel."
Lawson added that some of the hand machines are more powerful and lighter. "So you can do something with an 8-pound machine now that you used to have to do with a 14- or 16-lb. machine."
Environment, Safety Are Forces Too
Kenton said that mass surface finishing using wet methods involves waste, because metal filings resulting from the process go into liquid suspension.
"There is a very exciting trend that I think will be gaining ground that eliminates problems with the EPA, and that is dry finishing systems," Kenton said. "It uses only dry organic materials, rather than wet systems that are subject to more scrutiny and more problems with pollution.
"A Japanese company has a patented formula that is almost like an epoxy using organic materials and abrasives, but it runs dry. With preformed shapes you have an abrasive in a compound," he explained. "The abrasive does the work, but the compound holds the whole shape together."
Chris Niemeier, advertising director, Jancy Engineering Co., Davenport, Iowa, said his company has developed drill bits and saws that minimize finishing requirements. "The less time fabricators have to spend on finishing a cut, the faster they can get things assembled and completed. We have a new circular saw that cuts -inch steel, rebar, and electrical conduit with almost no burrs left on a piece after cutting."
He said the saw offers a slower-than-normal speed and carbide-tipped blades. The drill bits are designed to cut only the periphery of the hole, ejecting the remaining center as a slug, to produce reamed-quality, burr-free holes in one operation.One form of abrasive waterjet technology, called dynamic waterjet, has improved waterjet performance and the resulting cut quality. The dynamic waterjet head tilts on a "wrist." Using intuitive software, the head compensates for the angle as it cuts, eliminating taper and irregular edges and reducing the amount of finishing required.
Dechamps commented on improvements in plasma cutting processes. "The quality of flame and plasma cutting is actually getting better, and the amount of burr and dross is being reduced."
Images featured in lead composite provided by Weiler Corp. and AM Machinery Sales Inc.
AM Machinery Sales Inc.,186 Twining Bridge Road, Newtown, PA 18940, 215-860-8186.
CS Unitec, 22 Harbor Ave., Norwalk, CT 06850, 203-853-9522, www.csunitec.com.
Hans Weber Corp., P.O. Box 3387, Olathe, KS 66063, 913-498-1611, www.weberamerica.com.
Jancy Engineering Co., 2735 Hickory Grove Road, Davenport, IA 52804, 563-391-1300, www.jancy.com.
Kent Corp., 9601 York Alpha Drive, North Royalton, OH 44133, 440-237-9286, www.continuouscoil.com.
Metabo Corp. P.O. Box 2287, 1231 Wilson Drive,West Chester, PA 19380, 800-638-2264, www.metabousa.com.
Metal Finish LLC, 50 Corporate Ave., Plainville, CT 06062, 860-747-6560, www.metal-finish.com.
Nova Finishing Systems Inc., 1610 Republic Road, Huntingdon Valley, PA 19006, 215-942-4474, www.novafinishing.com.
Timesavers Inc., 5270 Hanson Court, Crystal, MN 55429, 763-537-3611, www.timesaversinc.com.
Weiler Corp., One Wildwood Drive, Cresco, PA 18326-0149, 888-600-5857, www.weilercorp.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...