
















Contributing editor

As the use of stainless steel has expanded into new applications, many tube fabricators are finishing stainless steel for the first time. Some are just experiencing its hard, unforgiving nature, while also discovering how readily it is scratched and blemished. In addition, because stainless steel is priced higher than carbon steel and aluminum, material cost concerns are magnified.
Even those already familiar with stainless steel's unique properties are encountering challenges because of variations in the metal's metallurgy.
Expectations for the finish quality have grown more demanding, industry leaders say, in part because the use of stainless steel is growing in the food, pharmaceutical, and chemical processing industries, in which tube interiors often are required to have a mirror finish.
Also, because stainless steel is rarely coated or painted, it is, by its very nature, an appearance metal; therefore, expectations for the final finish are high.
Demand has surfaced for the ability to achieve a high-quality finish on tube after it has been bent and fabricated (see image at top of page).
As with all types of manufacturing, tube fabricators are pressured to find ways to decrease downtime, look for lean efficiencies at every turn, and shorten the manufacturing process overall to reduce costs.
"Worldwide requirements in the food, medical, chemical, and cosmetic industries are driving the increased use of stainless steel for tube and pipe. Fabricating shops are realizing the additional profit potential of stainless fabricating," said Ernie Leopold, product manager for metal products, FEIN Power Tools Inc.
Because stainless steel is inherently corrosion-resistant, no additional coatings or finishes are needed. Stainless steel tubular parts, such as handlebars, subway grab bars, and hand railings, are installed in high-visibility areas, so the tube's OD needs to exhibit a smooth, blemish-free appearance.
One big challenge in stainless steel manufacturing and finishing is the growing expectation for the surface finish, said Tom Carroll, president of CS Unitec Inc.
"While a simple brush finish was enough in the past, nowadays customers' expectations range from hairline to mirror finishes," Carroll said. "This has led to the development of completely new grinding, sanding, and polishing tools that enable the fabricator to achieve perfect surfaces on stainless steel tube in only a few steps and in a very short time.

Figure 1 CS Unitec's hand-held pipe sander and weld seam grinder follows contours closely when sanding pipes even around bends and into 90-degree corners. The front contact roller can be used to grind weld seams on linear surfaces without edges or a wavy finish. Photo courtesy of CS Unitec, Norwalk, Conn.
CS Unitec is expanding its line of power tools and grinding/polishing disks to address these demands. Several of the innovations are patented and design-protected, Carroll said.
Carroll said the company's new flap disk for multifunctional grinding in corners, flanges, and on surface weld seams and spots has twice as many flaps as conventional disks, resulting in very small gaps between the flaps. This design permits the operator to combine different operations with one disk for the first time, according to Carroll.
A hand-held combination pipe sander and weld seam grinder from CS Unitec is designed to follow contours closely (see Figure 1). It uses abrasive belts to render weld seams invisible and can give stainless steel a matte to high-gloss polish, Carroll said.
The sanding belt tension is spring-loaded and adapts to tube diameters from 3/8 to 10 inches. It can maneuver around bends and into 90-degree corners. Belts can be changed quickly without tools.
Many stainless fabricators attribute approximately 75 percent of their production costs to finishing, according to Leopold.
"The challenges I see facing fabricators of stainless tubing are the ability to reduce production costs while maintaining the level of finish the customer expects, and to meet specs put forth by the USDA and FDA," Leopold said. Many shops that work with stainless steel are unaware of the potential contamination problems that exist, especially when the shop deals with both carbon steels andstainless alloys, Leopold said.
"Many shops have resorted to a piecemeal finishing solution by using an eclectic mix of machines and abrasives. While their solution may achieve the appearance they want, it may be very inefficient and ultimately may create issues with contamination and corrosion," Leopold said.
As a result, FEIN manufactures a line of machines with abrasives matched specifically to stainless finishing, Leopold said.
One of the company's one-source finishing machines is a multipurpose, modular grinding system. The base is a stationary belt grinder. Bolt-on modules include a centerless grinder capable of wet or dry grinding tubular materials from 3/8 to 4 in. in diameter and a pipe/tube notcher with a 3/4- to 3-in.-dia. capacity. "The entire grinding system was designed with the stainless fabricator inmind, from the speed control to the finishing abrasives," Leopold said.
Centerless, Multihead Grinders. Brett Mandes, vice president, AM Machinery Sales, said that centerless, multihead grinding machines have long been capable of meeting the high expectations for lean and finish quality on straight tubes, from rough material removal to mirror finishes.
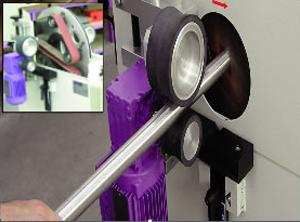
Figure 2 AM Machinery has introduced a machine that finishes bent, oval, and irregular-shaped tubes from a 60-grit to a No. 4 finish. An aluminum main wheel carries six tensioning rollers, which spin independently, and two abrasive belts. It makes 360-degree surface contact around the tube. Photo courtesy of AM Machinery Sales, Warminster, Pa.
A multiple-head, centerless grinding machine finishes tube in a single-pass operation. The tube passes through multiple heads, each with a different grit. In a single pass, a tube might progress from a 36-grit head to a 1,200-grit head, or to a cotton buff for a mirror finish. Conceivably, a raw tube could be inserted in one end and come out a finished part at the other end.
A centerless machine typically uses two wheels that rotate in opposition to one another. One wheel (the contact wheel) carries the abrasive media, while the other wheel (the carrier wheel) carries the part past the abrasive belt. Both wheels work in tandem to create the pressure necessary to achieve the desired finish, Mandes said.
Dimensioning / Finishing. Multiple-head, coated abrasive centerless finishing systems can double as a forming and machining process, said Fritz Carlson, president, Acme Mfg. Co. They can remove stock aggressively, achieve tight tolerances, and improve roundness. Now that advanced measuring technology, such as laser gauging, can be integrated into the CNC centerless finishingmachine, OD dimensions can be checked and resized. "It offers better size control on the machine. As the tube is coming out the other end, the operator knows exactly what the size is, and if he sees a variation, he can make some adjustments," Carlson said.
Programmable Changeover. CNC allows programmable changeover that helps tube and pipe fabricators incorporate lean and just-in-time (JIT) practices, Carlson said. "Through the use of servos and CNCs on a multiple-head, centerless grinding and polishing system, you can change over from a 1-inch-diameter tube to a 2-inch-diameter tube in literally a couple of minutes."
One of the challenges tube fabricators say they experience is being able to finish tubular components after they've been bent or end-formed. The tube's surface can get scratched or gouged as it is clamped and handled during bending.
"The centerless grinding process works well for straight tubes but has two distinct disadvantages," Mandes said. "The tube spins at a high rate of speed as it is being processed, and you cannot process bent tubes."
"I don't know if many fabricators are aware that they can finish theirstainless steel tubes after they've been bent, or if they're not perfectly round," Mandes said.
AM Machinery offers a new machine that finishes bent, oval, and irregular-shaped tubes from a 60-grit to a No. 4 finish, Mandes said. "The machine is designed around an aluminum main wheel that carries six tensioning rollers and two abrasive belts [see Figure 2]. The main wheel and the tensioning rollers spin independently, allowing for 360-degree surface contact around thetube (3/8 to 4 inch diameter). The tube itself does not spin as it is being processed," Mandes said. The machine also can be fitted with an optional automatic feed system to process straight tubes.
CS Unitec offers another portable pipe sander and polisher with triangular roller guides that allows the operator to finish all the way around the surface of a bent tube. The sanding arm snakes 270 degrees around the radius. The operator simply rotates the sander to achieve a full 360-degree finish. A uniform brush or polished finish can be done quickly with one tool, Carroll said.
The sanding arm and sanding belt are uniformly tensioned by the spring resistance between the deflection rollers. The maximum tube capacity is 5 in. in diameter.

Figure 3 FEIN's hand-held pipe sander wraps an abrasive or finishing belt 180 degrees around a pipe or tube—up to 3 in. in diameter—and requires only two or three passes to achieve the final finish. Photo courtesy of FEIN Power Tools Inc., Pittsburgh.
Leopold said FEIN offers a hand-held pipe sander that wraps an abrasive or finishing belt 180 degrees around a pipe or tube—up to 3 in. in diameter—and requires only two or three passes to achieve the final finish (see Figure 3).
Rick Costello, president, Kent/Tesgo Inc., said the company recently added a deburring machine for small lot sizes that also deburrs parts that have already been fabricated or bent.
Spray-on Coatings. Some applications, such as automobile exhaust and furniture components, lend themselves to being polished after fabrication or production. "When this is not possible, applying spray-on coatings during the fabricating process can help prevent surface imperfections," Costello said.
Washing. Surface finishing stainless can be addressed by washing the tube, Costello said. The tube is washed and water-agitated at high pressures and high temperatures with detergent to remove dirt, lubricants, and other foreign materials from the tube surface. "This is a development that has not caught on in the carbon steel world, but shows great promise for stainless andother surface-critical materials."
Finally, Costello said that tube fabricators may help keep tube mark-free during the bending process by using special materials on surfaces of the bender that come in contact with the tube.
Robotics. To address the need to finish tube after it has been bent and fabricated, Carlson recommended robotic finishing over manual finishing. "Depending on tubing configuration, we would recommend robotic polishing, grinding, and buffing. We're taking that part out of a human's hands and placing it in a robotic gripper in a six-axis robot. It's a much safer operation thanmanual polishing and buffing, and it's very repeatable and controllable."
Although automated finishing technology is not new, it is evolving for use in new applications.
"There's tremendous growth in the medical device and aerospace industries," Carlson said. "We've built several systems using coated abrasive belts on centerless grinders for polishing stainless steel tubing for use in both industries, where they require tight tolerances and surface finishes that are free from defects and imperfections," Carlson said.
Differences in the composition of stainless steel can alter the abrasive polishing sequence needed, according to Mark Boudreau, director of engineering, VSM Abrasives.
"The stainless steel alloy can vary dramatically in composition, depending on the nickel content," Boudreau said. "The harder alloys require more aggressive abrasives, such as ceramic-grain abrasives, to remove more stock. With these harder-to-grind alloys, fabricators have to use a different polishing sequence, or belt lineup, than they would with softer alloys.
"So, what fabricators have to do is compromise, and where maybe they would start out polishing a softer metal with a 120-grit belt, they might have to start with a grit as coarse as 36 for a hard grade of stainless," Boudreau said.
"On these harder-to-grind alloys, to remove the stock and get the surface finish they want, they may have to run the tubing through the machines twice, depending on the number of heads they have—once to aggressively get the stock off, and then setting up the heads for more of a polishing effect, up to a P1200-grit, or employing buffing," Boudreau said.
Multilayered Abrasives. "You can have stainless alloys that are soft, which presents its own challenges, to extremely hard, which creates a completely different challenge," Boudreau said.
"That's when we talk about multilayered abrasives. They are designed to give a uniform finish from the beginning of the belt to the end of the belt," Boudreau said. "The key is using new equipment that can provide consistent cutting rates and pressure that allows for consistent stock removal and predictable and uniform surface roughness. The older equipment really can't take full advantage ofthis type of technology."
A multilayered abrasive belt typically lasts five to 10 times as long as a single-layered abrasive belt, with the cost being roughly twice as much as for a single-layered abrasive belt, Boudreau added.
For the dairy, food, and beverage industry, polishing the ID of very long stainless steel tube is still a tremendous challenge, Boudreau said. "That area of polishing the ID of very long stainless steel tubes is still starved for an innovation," he said. "What one fabricator actually does is feed a long roll of sandpaper through the tube and join the ends together themselves. It's veryarchaic," Boudreau said.
Some view electropolishing as a panacea to the problem of ID finishing. However, before the tube ID can be electropolished, it must be mechanically polished to remove imperfections, experts say.
Acme Mfg. Co., www.acmemfg.com
AM Machinery Sales Inc., www.ammachinerysales.com
CS Unitec Inc., www.csunitec.com
FEIN Power Tools Inc., www.feinus.com
Kent/Tesgo,www.continuouscoil.com
VSM Abrasives Corp., www.vsmabrasives.com

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






