















Contributing Writer
 |
| Figure 1 Triplex Systems manufacturers this casting cleaning cabinet for the investment casting industry. |
Editor's Note: Dr. Olsen has written several articles for thefabricator.com about abrasive waterjet cutting technology. These articles are located thefabricator.com's Article Archive.
Previous articles have explained abrasive waterjet cutting technology and provided guidance to those contemplating buying a machine. This article describes how one fabrication shop, Triplex Systems, St. Paul, Minn., uses an abrasive waterjet and a novel hole and tab construction technique to reduce manufacturing costs.
Triplex Systems builds two products for the investment casting industry: high-pressure washing equipment operating at 15,000 pounds per square inch (PSI) to remove the ceramic mold material and cutoff saws to separate the parts from the tree in which they are poured. The company also operates as a job shop that builds custom machinery. Because the company controls the design of its own products, it was able to develop the hole and tab construction technique.
The company has six employees skilled in mechanical engineering, machining, welding, and assembly. The 5,000-sq.-ft. plant contains an abrasive waterjet machine with a 55-in. by 100-in. cutting envelope, a press brake, two vertical mills, a lathe, an ironworker, a drill press, and gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW) machines. With these resources, the company builds the equipment shown in Figures 1, 2, and 3.
 |  |
| Figure 2 The Gator abrasive wheel cutoff machine is another product Triplex makes. | Figure 3 This custom drag conveyor, which is more than 25 ft. long, is manufactured using an abrasive waterjet machining center. The 0.375-in.-thick steel panels are producedin segments on the machining center's 55-in. by 100-in bed. |
The company's abrasive waterjet cutting machine (Figure 4) is programmed by creating or importing a CAD file for the part and graphically converting one or more part files to a tool path such as the one shown in Figure 5. The controller that runs the machine automatically sets all speeds and feeds based on the material being cut and its thickness. Operators and programmers need training in basic CAD operations only.
 | 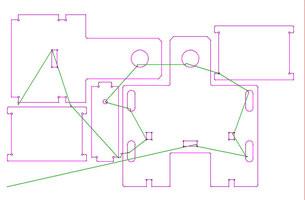 |
| Figure 4 The abrasive waterjet machining center makes the tabs and holes for self-jigging assemblies and machines round holes ready for tapping or reaming. | Figure 5 In this tool path for cutting a nest of parts, the green lines show the rapid traverses between cuts. The purple show the cutting lines. |
Because a common tool produces all shapes and hole sizes, setup involves simply clamping a plate to the table. Hole accuracy produced by an abrasive waterjet cutting machine is sufficient for directly tapping threaded holes, and the holes contain no slag or hardened zone that can damage taps. Precision holes can be made by directly reaming holes cut by the abrasive jet. Rectangular holes and slots for self-jigging weldments are made easily.
Figures 5, 6, and 7 illustrate the hole and tab method. The manufacturing process begins with flat-pattern DXF files of the parts to be made. These can be exported directly from various CAD systems. During the design work, care must be taken to draw the parts exactly to size, because the part size will be determined by the DXF file itself rather than any dimensions written on the drawing. (This also eliminates having to add dimensions to the drawing.) The DXF files for an assembly are imported into the CAD system supplied with the abrasive waterjet and arranged into a nest for optimal material usage. Then a tool path is created, which results in the drawing shown in Figure 5.
 |  |
| Figure 6 With the tab and hole method, the circular cutouts at the corners of this part ensure corner clearance and easy assembly. | Figure 7 The holes and tabs align the parts precisely without the need for welding fixtures. |
A plate is loaded into the abrasive waterjet and the machine is started. While the machine is running, the operator can weld or work on an assembly or perform other tasks. When the machine finishes, it shuts off, and parts like those shown in Figure 6 are removed from the table. The operator then can use an interactive cutoff function to trim the remaining plate into useful rectangles to return to inventory for future use. The parts then are assembled into the configuration shown in Figure 7 and are ready for welding. An example of a more complex design using this method is shown in Figure 8 and Figure 9.
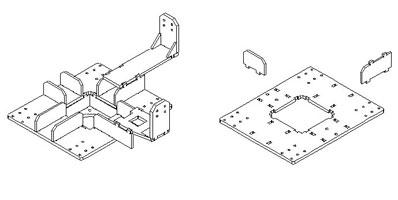 | 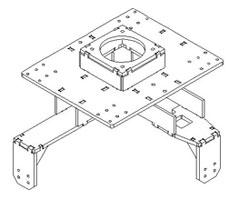 |
| Figure 8 Top View of a Complex Weldment Imagine the fixture required to make this complex weldment with conventional methods | Figure 9 A single weldment can be made economically with the hole and tab method. |
Figure 10 shows the tab's detail. Rounded external corners make assembling the tab into the hole easier. Corner relief arcs are placed where the sharp edge of the mating plate will fit. The hole detail for the mating plate is shown in Figure 11. Again, corner relief arcs are used to allow a close fit with the mating part. The hole is cut 0.020 in. to 0.030 in. larger than the mating tab. It has been found that normal plate thickness tolerances are tight enough that a tab always will fit within the slightly oversized hole.
 | 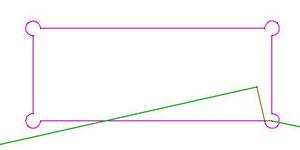 |
| Figure 10 Rounded corners shown in this tab detail simplify assembly into the hole. | Figure 11 The hole is 0.020 in. to 0.030 in. larger than the tab to account for material thickness variation. |
Tap drill holes can be placed accurately and made with the abrasive waterjet as well. The cutting process produces no plate warpage, which allows weldment precision and reduces machining operations. For example, the abrasive waterjet-cut linear rails in Figure 12 were mounted directly to the holes tapped in the weldment without machining.
 |
| Figure 12 These abrasive waterjet-produced linear rails mounted directly to the weldment without additional machining to achieve the required precision and to drill the tap drill holes. |
This process and design offered Triplex these benefits:
Acknowledgments
Thanks go to Joe Tebbe, his son Joe Tebbe Jr,. and Scott Cooper of Triplex Systems for sharing their expertise and providing both photos and written examples of techniques and designs used in the shop. You can contact Joe senior at Triplex Systems Inc., 1803 Buerkle Road, Suites 102-103, St. Paul, MN 55110, 651-203-1600, fax 651-203-1601, jtebbe@triplexsystems.com, www.triplexsystems.com.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





