















Contributing Writer
 |
In particular, sheet metal was used extensively for roofing and building cladding. These applications were well-suited to the swing bending machine's geometry, and the modern metal folding industry was born.
A number of German manufacturers began adding powered backgauges with rudimentary numerical controls in the '60s. By the '80s, fully multiaxis computer numerical controllers (CNCs) were applied, and automatic backgauges were added. Folding technology continued to dominate architectural metal fabricating in Europe.
As folding technology developed, it was found to be useful for bending large parts, because whip up, sometimes associated with press brakes, was not a problem.
The backgauge is integrated into a sheet support system so that operators don't have to support the weight of a large part. Also, the whole part is gauged, not just the flange, so blank intolerances are folded into the first flange. This is useful for secondary process assembly.
Furthermore, development of the capability to change positions of the three tool sets (upper beam, lower beam, and folding beam) relative to the material thickness allowed for the use of universal tool sets. This eliminated most of the setup usually associated with changing material thicknesses. As a result, the machines started to be used for short-run production.
The advent of modern motion control technology to control the folding beam swing made it possible to bend parts to an accuracy of ±1/3 degree, even on parts as long as 10 feet (3 meters) or more.
The technology only began to gain widespread use in North America in 1990. Since then, approximately 2,900 machines have been put into service, mostly for the roofing and building construction industries. Reasons for folding technology's use for these applications include the following:
 |
| Figure 1 Short folders are constructed using side frames with upper and lower clamping beams suspended in between. |
Two types of folders generally are used in architectural and construction industries: short and long.Short folders are constructed using side frames with upper and lower clamping beams suspended in between. They usually measure 10 ft. (3 m) long, with a 16- to 14-ga. (0.5- to 2.0-mm) capacity (see Figure 1). This construction style is suitable for 3 or 4 m machines but not for machines that process longer sheet metal, because the suspended beams would have to become too large and difficult to move.
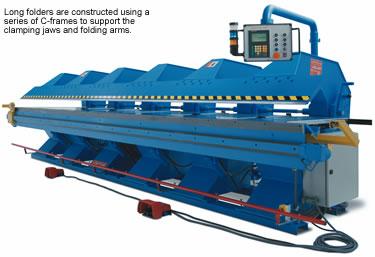
Long folders are designed for larger sheet metal fabrication. They are constructed using a series of C-frames (see introductory photo) to support the clamping jaws and folding beam and built in varying lengths including 21, 26, 32, and 40 ft. (6.4, 8, 10, and 12.2 m) and thickness capacities, including 18, 16, 14, and 11 ga. (1.25, 1.5, 2, and 3 mm). As the capacities and lengths increase, the mass and number of the C-frames increases, and the distances between them decreases. For example, a 6.4-m by 1.25-mm machine is built with five C-frames, and a 12.2-m by 3-mm folder has 15.
 |
| Figure 2 New control software can make programming as simple as drawing a picture. |
In the last several years, control software has improved so that programming can be as simple as drawing a picture (see Figure 2). The operator draws the part on the screen, assigns flange dimensions and bend angles, and is ready to produce the part. The positioning of the part—push in, pull out, flip over, and rotate—is shown in real time on-screen. A part can be made by manipulating it exactly as it is shown, which reduces the need for highly skilled operators.
This programming is helpful for parts with multiple bend angles and multiple radii (see Figure 3). These parts can be produced in a single handling without tool changes.
For architectural and construction industry metal fabricators, automatic folders are becoming more widely used in North America. While architectural folders often are used in applications other than roofing and construction, there are many applications for which they are not suitable, such as those that require bending thicker material or that have ultra-high precision requirements.
 |
| Figure 3 The programming is helpful for designing parts with multiple bend angles and multiple radii. |
For thick material and ultra-high precision applications, manufacturers have produced a different class of machines. The machine shown in Figure 4is a seven-axis, CNC servo hydraulic folder capable of bending 0.020- to 0.250-in.-thick (0.5 to 6.4-mm) cold-rolled steel. The seven axes under control are:
 |
| Figure 4 This seven-axis, CNC servo hydraulic folder can bend cold-rolled steel from 0.020- to 0.250-in. (0.5 to 6.4 mm) thick. The seven axes under control are upper clamping beam up/down motion, positioning of the left and right clamping beam cylinders, positioning of the folding beam swing, linear movement of the folding beam relative to the bend movement and material thickness, CNC crowning of the folding beam tools to overcome deflection, linear positioning of the lower clamping jaw, and backgauge position. |
Two types of drive systems, hydraulic and electromechanical, are available. Generally hydraulic power is used for heavier applications on sheet up to 0.5 in. (12.5 mm) thick.
Electromechanical machines now are capable of bending up to 0.250-in. (6-mm) sheet thicknesses. In fact, most of the current new product development in Europe is related to switching from hydraulic to electric power, when possible, because electromechanical equipment offers reduced manufacturing costs and maintenance requirements. It also increases process speeds because electrically driven folding beams can be moved faster than hydraulically driven beams.
One of the most important aspects of this recent development is a new way to adjust material thickness changes without having to move the massive lower beams (see Figure 6). In this method, the folding beam adjusts in two ways: the pivot point moves, and the folding beam tooling is moved in relation to the pivot point. Perhaps, eventually this will lead to a 180-degree pivoting capability, consequently making positive/negative bending possible.
 |
| Figure 5 The combination of axes 4 and 6 allows the use of universal tools. |
Another development has been the introduction of folding machines that can bend up and down, eliminating the need to turn the part over (see Figure 7). These machines can be used either with or without automatic grippers to provide different levels of automation. As with any new technology, the initial capital costs for this equipment are quite high, but are likely to lower.
Although folders are suitable for many applications, they are not as applicable for others. While folders are quick to set up, need few tool changes, and offer fast large-part material handling capabilities, generally, the actual bending cycle time for the folding beam is slow. Therefore, they are slower than press brakes in larger lot sizes of 100 or more.
In addition, folders are not well-suited for highly complex parts, such as a chassis with flanges being bent in many directions. This is because these parts will run into interference from the clamping jaw tools and backgauge.
 |
| Figure 6 Material thickness changes can be adjusted without having to move the massive lower beams. |
Finally, they are not well-suited for making parts narrower than 5-in. because the gauging systems do not work well for parts that small.
The success of folding technology in North America has not yet equaled its success in Europe. However, each year more of these machines are being used for applications in which small lot production, varying material thicknesses, and high precision bending results are key factors.
In fact, projections indicate that approximately 6,000 folding machines will find homes in North America over the next 10 years.
 |
| Figure 7 Folding machines that can bend up and down, eliminating the need to turn the part over, have been recently introduced. |
Geoff Stone is president of Metalforming Inc., 100 International Drive, Peachtree City, GA 30269, 770-631-0002, fax 770-631-7776, lchandonnet@metalforming-usa.com, www.metalforming-usa.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





