















Heavy bending
For bending large, thick material, folding machine technology may be a safe bet

Figure 1A double-beam folding machine can bend heavy-gauge material both in the positive and negative directions.
A 4- by 4-foot, 1/4-inch-thick plate can weigh more than 113 pounds. Even a 4- by 4-ft., 3/16-in.-thick plate can weigh more than 85 lbs. Such weights can create challenges on the press brake. When bending material thicker than 10-gauge, at least two operators are needed to handle the plate, and manipulating it for various bends can be strenuous work, not to mention a serious safety hazard for the operators.
That's heavy stuff, and for these large-workpiece applications, a folding machine can step up to the plate, so to speak.
Some Basics
During a press brake operation, the operator supports the material as the tooling comes down to make a bend. In a folding machine, grippers, or "fingers," position the plate, and swinging beams provide plate support and perform the bending action.
Folding machines come in single- and double-swinging-beam styles. A single-beam machine bends material in one direction, like a press brake. A double-swinging-beam, or dual-beam, machine can fold material from the bottom side up or the top side down. In other words, it can perform positive- and negative-angle bending without having to flip the blank. Capacities for these double-beam machines can reach up to -in.-thick (20-mm) plate. Once the plate is placed into the machine, it isn't handled again until the part is finished.
A typical operation sequence for a dual-beam machine, performing both positive and negative bends, might go like this: First the plate is taken, manually or automatically, to the back of the machine. The operator selects the program and hits cycle-start. The pickup fingers on the backgauge then position the part for the first bend. The clamping beam moves down to hold the plate in place, after which the bottom swinging beam performs the first bend according to the programmed angle, swinging the plate downward (in the negative direction). After the first bend, the clamping beam opens up to release the plate, the feeding system positions the plate for the second bend, and the clamping beam comes down. Then the top bending beam makes the bend according to the programmed angle, swinging upward (in the positive direction). These sequences continue, per the program, until the bends are complete (see Figure 1).
Radius bending, or bump bending, may be performed with the front beam moving up in carefully controlled increments, while the back beam feeding-fingers push the plate forward incrementally to form the radius. If a radius requires 40 bumps on a press brake, the same holds true on a folding machine. And for particularly large material, it can be beneficial to have the material handling automated during all those bumps. Automatic rotational devices and recentering units can be a critical part of the process.
Large, thick parts for shipyards, agriculture machinery, off-road equipment, and automotive all are potential candidates for a folding machine (see Figure 2). These parts can be corrugated (see Figure 3), have asymmetrical characteristics, short flange lengths, hems, radius bends, and other geometries.
Part Considerations
Consider a gun safe—a simple box made of 3/16-in.-thick metal (see Figure 4). Conventionally, the box would be split up into smaller sections, each of which would be bent on several press brakes and then welded together. A dual-beam folding machine, however, makes it more practical to bend the safe from one large sheet. The operator places one flat sheet on the folding machine's beams, positioning it against the back-beam fingers. The folding machine makes the inside radius bends and the inside hems; folds up the corners; then sets it on a line for welding, powder coating, painting, or other downstream operation.
This illustrates an important principle in folding machine technology: size matters. Press brakes make multiple, complex bends in a variety of materials well. But as the size of the workpiece grows, so does operator fatigue and the need for more operators; here, a folding machine may become a viable option, depending on the application. Another plus: Larger pieces can simplify manufacturing. Instead of forming several pieces and then welding them together, a fabricator can form one large sheet on a folding machine and eliminate those secondary joining operations. Most important, a folding machine can handle those large sheets safely.
Folding machines also can incorporate elements of a flexible manufacturing system. These can include part loading and offloading, device measuring, and part measuring.

Figure 2Large, complex parts, like this one for an earth-moving machine, can be ideal candidates for a folding machine.
For example, in an automated cell, a vacuum-type gantry loader takes a blank from a stack (checking that it has only one plate), and then positions it on the blank-supporting table behind the folding machine. There,the feeding system squares and grips the blank before feeding it to the bending area. After the bending sequence, a mobile unloading table approaches the bending area, receives the finished part, and takes it to the next station for further manufacturing.
Tooling
In many respects, press brakes and folding machines have similar tooling. Both technologies offer quick changeout tools, single-bar tooling, and segmented tooling. And like the latest tooling on the newest press brakes, folding machine tooling can be moved either manually or automatically, and, through hydraulic tool clamping, center pieces inserted and removed without sliding off the end of the bed.
But the similarities end there. On a press brake, the tooling plays a big role in achieving the bend geometry; in bottom bending and coining, the bottom die determines the bend angle. A folding machine, though, does not use a bottom die. Instead, the table, or beam, folds the plate up to a specified number of degrees. It's the angle of that support beam as it swings up that determines the final shape of a particular bend.
This brings up the most significant difference: folding machines generally use a universal tool set for jobs of varying bends and plate thicknesses—again, because the angle of the support beam, not the tooling, determines the final bend geometry. If a bend needs a greater angle, the beam swings up to a greater degree, using the same tooling. Bending force comes from both the beams swinging to a certain angle, controllable to a few thousandths of an inch, and the die providing the bend point. Sometimes positioning encoders are used in conjunction with hydraulics to improve repeatability.
A folding machine does need specialized tooling from time to time. For instance, certain special tools are needed for narrow folds, angles bent in corners (for example, creating a box that is hexagon instead of square). But for about 90 percent of the work out there, a universal tooling set will suffice.
Going Digital
The future of folding technology holds the demise of analog technology and the emergence of digital controls. Like the latest press brakes, folding machines can compensate for deflection during a bend, thanks to algorithms built into the machine control. On both folding machines and press brakes, controllers have the foresight to predict how much, and when, a material will spring back for a specific application.
To calculate the compensation, formulas take into account the material's tensile and yield strength to determine a certain value of resistance during the bend. The same kind of compensation also holds true for crowning, in which the machine detects excessive tonnage (usually focused in a small area of the bed) and adjusts automatically to prevent damage.
Such feedback also makes real-time measurement possible with the assistance of laser feedback. Say the machine makes a 15-degree bend, and the material springs back 2 degrees. The system will monitor that, make an adjustment in the control, go back and hit the material again until it is correct, and then register that parameter in the controller's memory.
A Solution, but Not for Everything
The folding machine, of course, isn't the answer for all applications. The machine's design does create some unavoidable limitations. For instance, like press brakes, the machine must work with a flange length that's at least six times the plate thickness (a general rule of thumb).
Basic physics provides the brunt of these limitations: The machine has to have something to hold on to during the operation. As the machine feeds the plate out of the front edge, enough plate must be there to be clamped effectively, and enough material must be there for the beam to bend, be it upward or downward. It's a matter of leverage. The longer the piece, the more leverage there is to fold the material to the desired bend angle. Shorter pieces have less leverage, making it difficult for the beams to do their work.
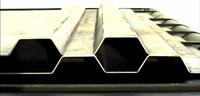
Figure 3Corrugated materials like these, fabricated for metal buildings, require large sheet sizes and both positive and negative bending—making them good candidates for a folding machine.
Complementary Technologies
In many applications, a press brake can be incorporated with or married to a folding machine within a bending cell. For instance, consider that safe application again. The box of the safe represents a suitable folding machine application—a large sheet folded, as a single piece, into the desired shape. The door of the safe, though it could be done on a folding machine, would most likely be more cost-effectively performed on a press brake, mainly because of its lighter weight; in other words, it's easier for an operator to handle manually.
Part volumes also determine whether a folding machine makes business sense. A small shop with a single press brake isn't a likely candidate for a folding machine. On the other hand, if a shop has three or more press brakes running at capacity, with a need to expand, a folding machine may be a safe bet.
Ron Backhaus is president and national sales manager, and Robert Stasalovich is business development manager, Davi North America, 5291 Zenith Parkway, Loves Park, IL 61111, 815-282-8550, ronb@davinorthamerica.com, www.davinorthamerica.com.

Figure 4On a folding machine, this safe is formed up from one large sheet. The door is fabricated with a press brake.
About the Authors
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




