















Saving money on complex tube end forms
Stop pinching pennies and start spinning metal
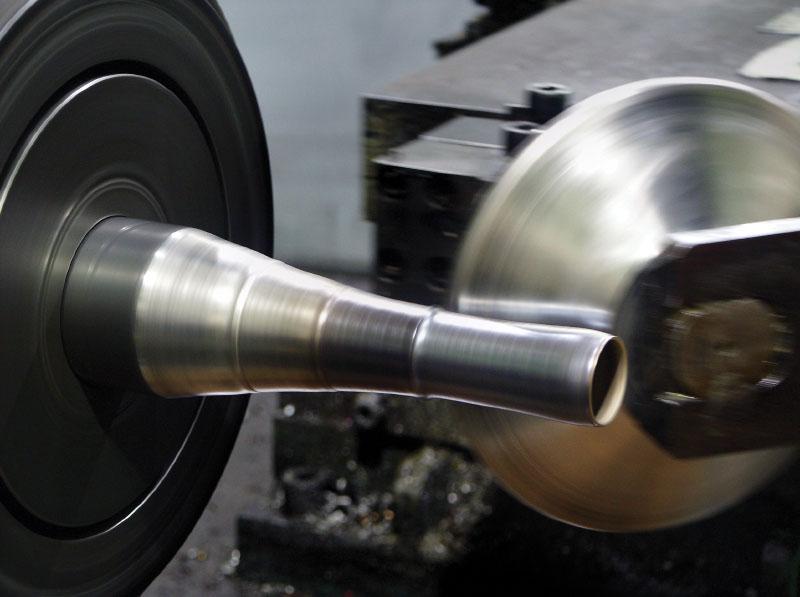
Using spin forming equipment to form complex tube ends is similar to a potter shaping a vase. The CNC software creates a precise shape with little or no waste.
"Cut costs, cut costs, cut costs" is a mantra that echoes from engineering cubicles to production floors in manufacturing companies far and wide. Many manufacturers tweak designs and processes to squeeze out a few cents per part here and there. Is that enough?
Others go further. Rather than review existing processes, they look for new production methods to make significant reductions in hard and soft costs.
A typical process is the manufacture of hose couplings. A conventional method uses deep-drawn and stamped components to create aluminum, stainless, and carbon steel parts. Deep drawing such components can use up to 10 dies to make a family of parts. The stamped coupling components are half shells that are joined by welding to make a complete part. Tweaking these processes can save some money, but a fresh look at the process can yield substantial benefits.
In one specific example, a hose coupling manufacturer looked at the big picture and found:
- Its deep-drawing process created an unacceptable level of scrap.
- Each forming die increased capital equipment and maintenance costs. Labor costs associated with running the equipment also drove up overhead expenses.
- Each seam weld cost time and material. The skilled labor required was a specialty in short supply, so the labor cost was hefty.
- Each weld created the possibility for leaks, and the leak potential required quality control testing.
- Each weld also affected piece aesthetics. Each part had two raised weld seams that diminished the finished look of the part, a condition the customer reluctantly accepted.
Rather than ask a standard question (How can we squeeze a little more productivity from the existing processes?), the engineering team asked an unconventional one: Can we use a different process?
As it turns out, spin forming is an alternative for making hose couplings.
It can create hollow tube shapes and assemblies with complex tube end profiles without welding or forming dies. It's not a new technology—European and U.S. manufacturers have used it for decades. Recent price pressures have made this option increasingly attractive.
How Tube Spin Forming Works
Tube spin forming is used to produce a variety of hollow parts. The two types of tube spin forming equipment are nonstatic and static.
A nonstatic (traditional) tube spin former feeds a forming tool, usually a roller, into a rotating workpiece. It follows a CNC-programmed path to plastically change the workpiece's shape. The part is finished after several tightly controlled passes. The machine is similar to a lathe, but rather than removing metal, this process forms the metal.
A static tube spin former holds the workpiece in a fixed position. A set of rotating forming rolls follows a CNC-programmed path to shape the part. This too usually requires several passes to finish the part.

Using spin forming equipment to form complex tube ends is similar to a potter shaping a vase. The CNC software creates a precise shape with little or no waste.
Because the process is CNC-driven, it allows substantial design freedom. Round, oval, and triangular tubes can be spin formed (see Figure 1). Tube ends can be closed off. Some tube spin forming machines create oblique and off-center end profiles that enhance functionality and marketability (see Figure 2).
In many applications, filtration or heat exchanger elements are inserted and secured in the tube. The tube ends then are spun down. This reduces fabrication costs by eliminating the need to weld end cones or flange assemblies. Today more than 50 percent of all automobile catalytic converters are fabricated in this way.
Applications for Spin Forming
Depending on the application, spin forming might be advantageous for one reason or a combination of reasons, such as form, function, appearance, quick changeover, cost reduction, or labor savings.
Couplings Revisted. In the case of hose couplings and assemblies, spin forming can produce various sizes and quantities of couplings economically because the machine is CNC-driven—it's a snap to change the program. The CNC capability also makes it cost-effective to prototype new designs.
For the hose coupling application, spin forming also reduces or eliminates the costs associated with purchasing and rebuilding 10 dies, stamping the half-shells, welding the components together, grinding the seams, and finishing the piece. Eliminating the stamping process cuts scrap too. The result is an aesthetically improved piece without potential leak paths (see Figure 3). After receiving the spin formed parts, the hose coupling manufacturer discontinued ordering stamped-and-welded components.
Two Spin Forming Applications in One. Another tube spin forming capability, one suitable for automotive and watercraft applications, concerns exhaust components. Making a catalytic converter is a matter of inserting and securing components, such as filtration and condensing elements, inside a tube before spin forming the tube ends.
One complex tube assembly that uses spin forming is a water-cooled carbon monoxide catalytic converter housing for marine generators (see Figure 4). Because marine regulations limit how hot the catalytic converter's exposed surfaces can get, the catalysts are secured in an inner tube, which separates them from a water-cooled outer jacket. Spin forming is used to form the inner shell and then the outer shell. The double spin forming process eliminates welding and makes the assembly process easier and more precise.
Carbon monoxide poisoning is a serious threat to pleasure boat operators. In "Reducing the Risk," an article in the June/July 2007 issue of Professional Boatbuilder magazine, author Robert Loeser states, "Statistical data reveal nearly 390 cases over a period of eight years in the Lake Powell, Utah, area alone." Studies report that 64 people died from carbon monoxide produced by onboard generators, and 10 deaths were attributed to gas from propulsion and other engines. A new, water-cooled catalytic converter design using tube spin forming technology makes these systems safer. Spin forming makes it easier to pack the catalysts into an inner tube, then shape the end cones on the outer, water-cooled jacket for a smooth, leakproof finish.
Another Exhaust Application. Unlike most car and truck mufflers that are designed for function, exhaust products for high-performance vehicles often are part of the exterior design because aesthetics matter as much as performance. The traditional method—stamping end cones, welding them to the ends of steel tubes, grinding off the weld, then polishing and plating the part—is labor-intensive and time-consuming. In addition, welds vary, and therefore part quality varies.
Spinning this application replaced
the forming, welding, and grinding operations with one process. It also eliminated die and die maintenance costs. In this case, the product cost was about the same, but the quality was better, resulting in fewer returns and fewer disgruntled customers.
About the Author
About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}
{kind=link}
{kind=link}
{kind=link}