















President
Although continuous improvements have been made to increase CO2 laser cutting productivity, the basic parameters of the process have not changed in the last 20-plus years. A process's growth depends on how the technology and its ancillary components serve the user. New laser technology that produces cutting systems with higher power, improved material handling, and on-time monitoring will meet future market demands and encourage laser processing growth.
The CO2 laser process depends on the power of the laser beam produced. The laser beam is nothing more than light. In fact the word laser is an acronym for light amplification by stimulated emission of radiation.
In the CO2 laser process, the beam is produced by exciting a mixture of carbon dioxide, nitrogen, and helium. In some cases, other gases may be added to the mixture. The exact mixture will vary according to the design, operating pressure, and operating mode selected by the laser system's manufacturer.
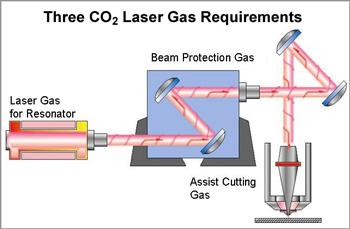 |
| Figure 1 |
Besides generating the laser beam, gases are used to protect the transmission of the beam from the resonator to the workpiece and also to cut the material (Figure 1). Each gas plays an independent role in the total process and is critical to a successful operation.
The single most important factor in CO2 laser processing is the beam quality. A laser-driven manufacturing process must deliver sufficient laser power to the work area at the correct time. Industrial lasers can function in multimode operation, and good beam quality in all modes is very important. As laser manufacturing is pushed to higher performance levels, the beam quality often can mean the difference between acceptable and unacceptable processes.
The beam quality is determined when the laser is built, but it does not remain unchanged throughout the laser's life. Internal components, such as cavity mirrors, resonator tubes, and electrodes, can change over time, and each component can affect the laser's performance.
In most modern CO2 laser cutting machines, many internal functions are automated. Cutting parameters, such as the focus point, assist gas pressure, and gas type, can be changed remotely via a cutting database table, and selection depends on the process to be performed. If the laser beam power is not sufficient, even properly selecting the other parameters may not achieve the desired result.
As with any industrial tool, a preventive maintenance schedule should be implemented to keep the laser working at maximum efficiency. Industrial laser power has increased dramatically over the past few years, and more power can result in greater damage to the internal components.
Because certain gas impurities, such as oil, moisture, and other particulate material, can significantly damage the laser resonator, maintaining the correct gas atmosphere within the resonator is more important than ever. But how pure does the laser gas need to be? Does greater purity increase laser productivity, and how can you know for sure that a laser resonator gas does not contain damaging impurities? To most laser users, this is critical information that can mean the difference between cost savings and productivity enhancements and costly repair bills and lost production.
The laser beam's power should be measured at the output of the resonator cavity, because the beam also can degrade during transmission to the workpiece. Protecting the laser beam path will be discussed in Part II of this series.
Determining the laser's current efficiency compared with standards provided by the manufacturer can help identify any system degradation. When setting up a maintenance schedule, calculate how long the laser has been in operation in actual operating hours, not days or months. Also consider the type of processing the laser has performed and the surrounding environment. Has the laser been used at or near maximum power or in a work area with high concentrations of moisture, oil, or dirt particles? If so, maintenance may have to be performed more frequently to keep the laser working efficiently.
Because laser gas contamination can cause beam degradation, a method is needed to determine the introduction of contaminates. Contaminates can be found in the gases themselves, introduced by the systems that deliver the gases to the resonator, or even created by the laser reaction.
Most lasing gases for industrial lasers are combinations of helium, nitrogen, and CO2. Various laser manufacturers also may require small amounts of carbon monoxide, hydrogen, oxygen, and xenon for beam improvement. All gases can contain impurities caused by the actual gas production. Impurities also can be introduced when filling high-pressure cylinders if correct procedures are not followed; these impurities typically are nitrogen, oxygen, and water.
If the impurity already is a component of the desired mixture, there is no reason to worry. For example, nitrogen impurities found in helium are not a problem, because nitrogen already exists in the lasing gas mixture. Rare gas impurities, such as argon, have little to no effect on the laser resonator, unless they are present in quantities larger than a few percent.
As soon as a laser is activated, a series of reactions begins to occur within the resonator, separating the CO2 molecules into carbon monoxide and oxygen. This creates many thousands of parts per million (PPM) of carbon monoxide and oxygen within the resonator—many more than are present even in the source product. Introducing these impurities at this level can cause the laser resonator to overheat if other impurities are present. The main impurities present in the gases themselves that can cause problems in the laser resonator are moisture and total hydrocarbons. Moisture destabilizes the beam, absorbs into the coating of some optics, and decreases power output. Hydrocarbons reduce the laser's power, which limits its ability to amplify power.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| *Impurity levels are now measured in parts per billion instead of parts per million | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Figure 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Depending on the laser type, the resonator will require either premixed lasing gas or individual pure gases. The impurity control should range from a minimum of 1 to 5 PPM for each impurity, depending on the premixed gas and the laser type. Newer gas production and supply methods produce impurity levels in the parts per billion (PPB) range, allowing for increased gas usage (Figure 2).
What can be done to protect the lasing gas and resonator from impurity contamination?
While purchasing the correct quality of laser gases is important, it is just as important to protect the gas from the supply source to the point of use. Using the correct gas distribution equipment designed specifically for the laser system will help prevent gas contamination from atmospheric permeation through the hoses, improper materials used in pressure control regulation equipment, and atmospheric contamination during cylinder changeout.
The proper laser gas delivery system should meet these minimum requirements:
Laser gases and gas delivery systems represent less than 10 percent of the total laser process operating cost, but these components can have a significant impact on the process's efficiency. Part II of this series will discuss the process and assist gas requirements for CO2 laser cutting.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





