















A new use for hydraulic presses
Hardening crash-relevant body parts
 |
Because of the increased use of high-strength steel for automotive safety components, a metal forming process called press hardening has been gaining attention for developing lightweight automotive components. The process uses hot stamping and subsequent quenching of boron steel in a water- cooled die.
The two main processes for producing structural safety components for a body-in-white (BIW) are cold forming of hot- or cold-rolled high-strength steels (HSS) ultrahigh-strength steels (UHSS) with an initial tensile strength from 600 to 1,400 megapascals (MPa). The materials' limited formability and drawability, caused by their elongation with increased material strength and especially springback, restrict workability.
Stamping such material requires a substantial equipment investment. First, it requires a high-tonnage mechanical press with a capacity from 2,700 to 3,300 tons. Second, because blanking HSS in the cold-form condition yields snap-through loads, in excess of 30 percent, material-related press options such as link drive, NC cushions, and most importantly cutting impact dampers can inflate the cost for a suitable production system and, subsequently, the piece price.
Furthermore, it is difficult to form complex parts such as A and B pillars, transmission tunnels, cross members, and bumpers from HSS and UHSS.
Pour on the Heat
A hot-forming process such as press hardening (hot stamping and quenching) offers several advantages that make it a suitable one-hit manufacturing process for complex structural parts. The initial hot- or cold-rolled microalloyed boron steel with a tensile strength of approximately 600 MPa is relatively soft after heat treatment. Its strength can increase to 1,500 MPa during the press-hardening process. The microstructural transformation from austenite (after heat treatment at approximately 1,700 degrees F) to 100 percent martensite after being hot stamped and quenched eliminates springback.
The question of whether to use bare or aluminized precoated blanks or preformed parts depends on part size and complexity, target piece price, the grade of acceptable scale formation, and postprocess operations such as laser cutting or shotblasting. The price of bare steel is initially cheaper than that of precoated steel; however, preventing scale formation and decarburizing might require a protective atmosphere necessitating, for example, an exothermic generator. These options add cost and require careful consideration.
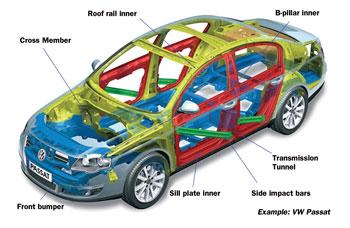 |
| Hot stamping and quenching, also known as press hardening, can increase the tenssile strength of the material by 150 percent (from 600 MPa to 1,500 MPa). This process allows manufacturers to increase the impact and fatigue resistance and decrease the weight of many automotive structural components. The most suitable components for the process as shown here on the VW Passat® are side impact bars, roof rail inner, front bumper beam, B-pillar reinforcement, sill plate inner, and transmission tunnel. |
Press-hardening Steps
After a robot removes a workpiece from a stack, a positioner places it on the infeed transport rollers of the roller hearth furnace (either gas-fired, electrically heated, or a combination of the two). The furnace heats both sides of the parts. Close roller spacing ensures that blanks for small parts such as side impact bars are conveyed through the furnace without using a carrier.
The furnace heats the material to the forming temperature. The ramp-up heating speed varies; it can be as high as 43 degrees F per second. The preheating temperature is up to 1,200 degrees F, and the final temperature needed to achieve an austenitic microstructure is 1,700 degrees F. After infrared sensors measure the part temperature, a robot uses active gripper tooling to place the workpiece into the hydraulic press.
The time required to remove the part from the furnace's exit transport rollers and place it into the die is crucial for quality parts. Press hardening relies on quickly closing the press slide. At bottom dead center (BDC), the average dwell time is from 6 to 12 seconds. The cooling rate is faster than 86 degrees per second. The result is a fully martensitic microstructure with a tensile strength from 1,200 to 1,500 MPa.
The part, which is 300 to 390 degrees F when unloaded, is blasted to remove scale (if the material is bare) and pierced or trimmed by a laser.
Advantage of Hydraulic Press Technology
The press-hardening process takes place in a water-cooled die with press forces between 700 and 1,300 tons and bed sizes (L-R/F-B) 78 inches by 63 in. up to 141 in. by 98 in. The necessary tonnage and forming speed to form the part depends on the part size, complexity and, most important, output rate. Common products such as side impact beams are done in a four-out die; B pillars in a two-out die; and larger parts with a higher drawing depth, such as transmission tunnels, in a one-out die.
 |
| The parts are red-hot when they exit the furnace. The robot's speed in transferring the parts from the furnace's exit rollers to the water-cooled dies (at left) is crucial in producing good-quality, consistent parts. |
The forming speed is from 236 to 710 inches per minute (IPM), and the dwell time for cooling the part is from 6 to 10 seconds. During the cooling time, the press slide remains closed at BDC at the preset press force to create sufficient contact pressure on the material, which keeps the cooling time as short as possible. The dwell time is the most critical phase in the entire process to achieve microstructural transformation from austenite to 100 percent martensite. All of these requirements make the use of a flexible hydraulic press essential.
The basic characteristics of a hydraulic press—variable slide speed, adjustable pressure dwell time, and easily adjustable press force—provide the flexibility and reliability needed for these types of applications.
Outlook
Press hardening is currently often the only method of achieving the increasingly stringent targets set by environmental and safety legislation such as the Federal Motor Vehicle Safety Standards (FMVSS) No. 214 Side Impact Protection and No. 216 Roof Crush Resistance. In 2005 the National Highway Traffic Safety Administration (NHTSA) proposed stricter roof crush standards for vehicles weighing up to 10,000 lbs. to reduce fatalities that occur in rollover crashes. Under the new standard, a roof would be required to withstand applied forces equal to 2.5 times the vehicle weight without reducing the headroom for an average-sized adult male. The current requirement is that the roof must withstand an applied force equal to 1.5 times the vehicle weight, with a limit of 5,000 lbs. for cars. Press hardening is one process OEMs can use to meet NHTSA's requirements.
| Press Hardening: Pros and Cons |
| Pros • The tensile strength of a press-hardened part can reach 1,500 MPa (thereby offering ultrahigh strength and lower weight). • The press-hardening process provides excellent plastic deformation in HSS. • The process achieves good repeatability in long production runs without springback. • The material has low carbon content, which is a favorable welding characteristic. • It produces complex shapes in a single hit. • It requires a smaller capital investment compared with that for cold-forming HSS. Cons • It requires dedicated production equipment, such as a roller hearth furnace. • Postprocessing such as laser cutting and shot-blasting adds cost to the piece price. • A limited number of tool and die shops have sufficient experience to design and build production dies. • The price for precoated steel, which reduces postforming operations, is significantly higher than bare material. |
Andreas Kinzyk is group manager for Metalforming Systems Sales for Schuler Inc., 7145 Commerce Blvd., Canton, MI 48187, 734-207-7238, andreas.kinzyk@schulerinc.com, www.schulerinc.com
References
Federal Motor Vehicle Safety Standards and Regulations, U.S. Department of Transportation, National Highway Traffic Safety Administration, Washington, D.C.
About the Author
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
