















Senior Manager, Hydroforming and Stamping
 |
| An alternative to trimming a tube to establish tube length is to form the tube in the preform operation to a geometry that is close to the final product and to seal it during hydroforming with caps that match its formed shape. |
Generally, a round tube is bent on a rotary draw bender to the approximate shape of the hydroforming die and inserted into the die. Round caps are placed at both ends of the tube to seal them before the tube is pressurized for hydroforming. After the tube is formed, the round caps are removed, and the tube ends that accepted the end seals, which are no longer needed, are trimmed and discarded.
This method allows the end position to be held very accurately, but the discarded tube ends are scrap, and trimming is an additional step that extends the cycle time.
An alternative approach begins with forming the tube in the preform operation from a round cylinder to a geometry that is close to the final product and sealing it with caps that match its formed shape (see introductory photo).
Once the tube comes off the bender, its leg length is within 2 millimeters of its final length (the tube can be longer but never shorter, because it won't seal in the press). A 100-ton preform press compresses the tube in a preform die from each side and from top and bottom to more closely reflect the geometry of the final part. Two hydraulic cylinders with sealing heads are attached to the cylinder rods. These sealing heads are forced into the two tube ends to shape the part. This shape also closely reflects the geometry of the hydroforming die sealing heads.
This approach averts the need to shear the excess round tubing at the tube ends, which eliminates scrap and the trimming step. However, this method also creates additional challenges because tubes must be dimensionally accurate as they come out of the hydroforming die; no material is left to cut to adjust the length.
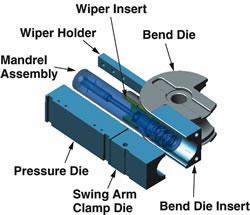 |
| Figure 1 Tube and pipe benders are designed with two clamp dies, the bend die insert and the swing arm clamp die. The clamp and swing arm dies are used to hold the tube during the bending process. When the tube is not being bent or when it is being moved in a Y-axis direction, the pipe is held in place by a collet. The function they serve is to hold the part only during the bending process. The clamp die cannot be used without the swing arm die. Drawing courtesy of Wilmington Precision Machining Inc., Wilmington, Ohio. |
The feasibility of this method depends on controlling the tube length accurately and repeatedly. The critical factor is determining whether the variation of the end position off the bender can be held to 60 percent of the maximum allowed for a successful hydroform die operation. If the final product is to have repeatable end lengths, then each step of the process, on both the bender and the hydroforming press, must produce repeatable and predictable results.
Controlling the length of the tube to achieve accurate dimension in both the bending process and in the hydroforming process requires careful control of the upper and lower limits of the bent tube end positions and the use of hydraulic axial cylinders to feed the tube length to a pre-determined location.
Bending. Rotary draw bending of tube and pipe with the repeatability required for successful hydroforming is challenging. However, achieving high repeatability is critical to the success of the alternate approach. The control limits for the pipe bending process are ±3 mm.
An important factor to obtaining bending repeatability is controlling slipping during the bending process. Controlling slipping is done by determining accurate hydraulic pressures on the swing arm clamp die and the follower die.
Every bender is designed with two clamp dies—the bend die insert and the swing arm clamp die (see Figure 1).
While tests were being conducted using smooth clamp dies, it was impossible to achieve repeatable tube end lengths after bending. Therefore, additional tests were conducted with different clamp die designs, swing arm designs, mandrel geometries, and lubrication types and application methods.
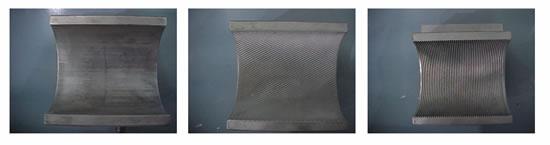 |
| Figure 2 Studies testing clamp die surface characteristics–knurled (not shown), smooth, and grooved at 45 and 90 degrees to the tube axis–showed that a combination of smooth and grooved clamps produced the best bending repeatability. |
Studies involved knurled, smooth, and grooved (at 45 and 90 degrees to the tube) clamp dies (see Figure 2). These design features also were applied to the swing arm dies. In other tests, the clamping force of the clamp die and the follower die was varied.
The smooth clamps produced repeatable bends if transport boost force was used. However, the best bending repeatability resulted from a combination of smooth and grooved clamps.
In addition to die design, the bending speed and the lubrication type and application process were factored in. Tests also were done on wiper die material and how the lubrication was applied to the wiper die. The mandrel body diameter and material and how lubrication flowed through the body to prevent galling and thinning inside the tube also were studied.
 |
| Figure 3 Repeatability of Tube End Position After Bending. A study conducted on tubes bent on two benders showed that the leg lengths could be controlled within the control limits allowed for the process. The control limits for the pipe bending process were ±3.0 mm. |
Figure 3 shows leg lengths of tubes tested with the alternate bending process. The leg lengths on each of the two tube benders fell within the control limits allowed for the process.
Hydroforming. Control limits for the finished hydroformed part (±0.5 mm) are more rigid than for the bent part (±3 mm). Therefore, hydroforming is required to correct variations after tube bending to hold the end length to within the control limits required for the finished part.
The hydraulic end feed cylinders set the tube length by programming the cylinders to stop at a predetermined position. Figure 4 shows end positions of tubes after tube bending and hydroforming.
Process tolerances in steel coil affect properties such as tensile strength, compression strength, and ductility, to name a few. These chemical and mechanical variances determine how much a tube will stretch (tensile) during the bending process.
 |
| Figure 4 Repeatability of Tube End Position After Bending and Hydroforming. Another study was conducted to determine end position of tubes after the tube bending process and after hydroforming. This study showed that the leg lengths could be controlled within the required ±3-mm control limits set for the bending process. The hydroformed process was required to correct this variation and to hold the end length to within the required ±0.5 mm. |
Tubes are always made longer than final print dimension by about 1 to 3 mm. The degree of stretch and slippage in the tube bending process can be controlled somewhat, but not to the final dimension tolerance of ± 0.5 mm. Therefore, axial cylinders on a hydroforming die are equipped with encoders and connected to a programmable logic controller.
The programmable logic controller monitors the electronic pulses of the encoder to determine how far the axial cylinders can travel. When the encoder pulse count reaches the programmed limit (correlated to reflect travel distance), the programmable logic controller sends another signal to close the hydraulic valves that direct hydraulic fluid to the axial cylinders. Thus, the cylinders stop at a predetermined spot and the tube is compressed, or formed, to the final print dimension.
One method of reducing corrosion on tubes used in automotive parts is with a galvanic coating applied at a steel mill. However, it does not do any good to apply a galvanic coating on a steel tube that will be rubbed or scratched off during bending. Thus, the paradox of bending galvanized tubing becomes apparent.
A bender can be set up to maximize the compression and follower pressures on a bender for zero tube slippage. However, excessive pressures will destroy the coating. If the compression and follower pressures are too low, the tube will slip inside the tube bender, and repeatability will not be attained.
Using clamps with machined surfaces result in some amount of coating damage. Clamps with a smooth surface produce the least amount of galvanic deterioration but also allow the greatest amount of slippage.
If the tube is constructed of high-grade steel, bending it is no simple feat. Setting up the bender to prevent slippage during bending without damaging the galvanic coating is even more challenging.
The key to protecting a tube's galvanic coating during bending is proper die design; correct pressures on the clamp dies and follower dies; and daily preventive maintenance, such as applying the proper amount of grease on the wiper die and mandrel and removing galvanic material from grooved dies.
Using lesser amounts of material accomplishes ISO 14000 environmental objectives. The method improves environmental conditions because it uses 100 percent of the material, and therefore, produces zero scrap.
Donald Godfrey is senior manager, Hydroforming / Stamping, and Scott Huth is quality engineer, F & P America Manufacturing Inc., 2101 Corporate Drive, Troy, OH 45373, 937-339-0212, fax 937-339-0065, DGodfrey@fandp.com, shuth@fandp.com, www.fandp.com; Murray Mason is chief engineer, F & P Mfg. Inc., 1 Nolan Road, P.O.Box 4000, Tottenham, ON LOG 1WO, Canada, 905-936-3435, fax 905-936-9396, murray.mason@fandpmfg.com, www.fandpmfg.com.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





