















Project Engineer
 |
| Figure 1 Hydroformed Sheet Metal Part |
When designers and engineers consider how to manufacture structural parts, they may think about several options, including tube hydroforming, a relatively new technique used to make an increasing variety of parts for an increasing number of purposes.
Hydroforming basically is a technique that uses a fluid either to form or aid in forming a part from ductile metal. Figure 1shows a part that was hydroformed from sheet metal.
The most common type of hydroforming used, tube hydroforming changes the cross-sectional shape of a tube from the normal round to other shapes that change along the part's length (Figure 2). Hydroforming creates a much more precisely and intricately formed tube than was possible 20 years ago.
Although tube hydroforming is relatively new in its scope of applications, using fluid to form metal dates back more than 100 years, when the process was patented for forming boiler components and musical instruments. A common application for several decades has been making copper plumbing T's (Figure 3). Even though using fluid to form metal has a long history, developments in the last 15 years matter most to potential hydroformers today.
 |  |
| Figure 2 Hydroformed Tube Part | Figure 3 Hydroformed Copper Plumbing Tee |
Approximately 15 years ago, tube hydroforming was used to produce large structural parts with higher load-bearing characteristics and to improve rigidity. Up to that point these needs had been addressed largely by stamping parts and fabricating them into an assembly that was structurally tubelike. This method offered a high degree of design flexibility with respect to generating the desired shape. It also allowed accurate hole placement and relatively complex part geometry.
The stamping and fabricating method reduced rigidity at the welded joints, which inherently are more flexible. Also, welding created distortion, which caused a lot of dimensional variation. Although the costs associated with stamping and fabricating parts might have appeared high, this process was the best option at the time.
Hydroforming changed the rules of forming structural parts by making it possible to form a tubelike structure from a tube rather than stamping and fabricating it from sheet metal. The concept of starting with a straight round tube, bending it, and then forming it to change its cross-sectional shape continuously along its length generated a number of advantages and changed several aspects of design flexibility.
In structural design, it is widely accepted that tubes support loads more strongly and efficiently than stamped sheet metal, even when the latter is welded together into a tubelike assembly. Concurrently engineers and designers are learning how and where best to apply tube hydroforming, and new capabilities are being developed continually. As design options increase and improve, hydroforming is being used to produce more and more parts. Benefits associated with using this technology also are increasing.
Hydroforming reduces weight; part, tool, and capital costs; dimensional variability; the number of parts; and the number of joints. It also increases or improves structural strength; bending and torsional rigidity; other performance characteristics; certain aspects of design flexibility; and overall part quality.
The story of how tube hydroforming came to be used as it is today for large structural parts has at least two beginnings. First, the process most commonly used today is based on the one used for making copper plumbing T's, which starts with a straight tube, uses high internal fluid pressure to expand and directly form the part, and then pushes more material into the end to compensate for wall stretching. Less than 15 years ago, this process was adapted to make even larger structural parts. Distinguishing features of this process are:
The second beginning was a separate development 15 to 20 years ago motivated by the need to address product design and forming limitations and dimensional instability. A process (Process A, Figure 4) was developed specifically for larger structural parts and was the real beginning of using hydroforming for this purpose. In this process, the tube is filled with low-pressure fluid (one-third to one-fifth the pressure used for the earlier plumbing T process) before the die is fully closed. Water acts as an aid to prevent collapse while the forming die closes, where the die is the primary former. Normal design practice uses a constant periphery along the part while the shape changes. (The final forming pressure, while higher than when the die is closing, is one-third to one-fifth the pressure used for the earlier T process.) The final part's periphery essentially equals that of the start tube.
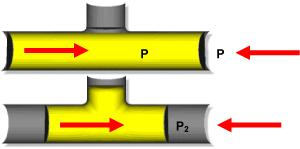 |
| Figure 4 Top, Hydroforming Developments Top, Process A; Bottom, Process B |
Subsequent to this development, the T-making process (Process B, Figure 4) was modified to serve the emerging structural parts market. For many parts either process is suitable. The challenge is to know which is best for a particular application, and more important, to determine the most advantageous approach for the best balance of performance, quality, and cost. Because Process B is used by more companies, designers often assume that it is the better process for making all parts. This assumption is a dramatic oversimplification that prevents achieving the most efficient and effective part.
Tube hydroforming normally begins with a straight round tube. Other shapes can be used, but round provides the greatest number of part design options. Preforming commonly includes bending to make the tube follow the general layout of the desired final part. Also required in many cases is cross-sectional performing.
Hydroforming is next, often coupled with in-die hole punching. This usually is followed by removing end scrap and welding additional components to the newly formed tube.
Some part designs and process requirements make it necessary to use special material, tube quality standards, lubrication (and cleaning), additional hole cutting outside the hydroforming die, and other processes. These factors will add cost, which can be worth it for the "value" they provide. However, they should be implemented only after considering alternate design approaches and processes that may render these steps unnecessary.
Most high-profile tube hydroforming applications have been concentrated in the automotive industry, primarily because the perception was and strongly remains that the benefits are most valuable on vehicle structures. Essentially, tube hydroforming can be used for any structural application in any industry. The main condition that needs to be met is that changing from one method to tube hydroforming provides enough benefits to be worthwhile.
Knowing how important factors interrelate to ensure that you get the maximum benefit, realizing when no benefit exists, or perhaps even finding that hydroforming can be detrimental to your application require an experienced viewpoint. Knowing the best manufacturing methods and most suitable design approach, while being innovative enough to envision unconventional and new alternatives, is fundamentally important. Misapplications and costly mistakes often come from partial knowledge and misunderstandings about the technical details&—knowing enough to be dangerous.
Chief among misconceptions is that hydroforming produces parts more cheaply than other methods. While true in the right circumstances, this is a highly subjective assessment. Hydroforming is cheaper only if the part uses a large amount of material, assembly equipment, and labor, such as a welded assembly requiring six stampings. However, replacing a single stamping with a hydroformed part is almost certain to increase the cost.
Tube hydroforming requires more expensive raw material (tubing versus coil stock), uses relatively high-cost capital equipment that many companies do not have, and requires relatively long cycle times. To be cost-competitive as a replacement for an incumbent manufacturing method, hydroforming must eliminate enough costs to justify its use.
The need for hydroforming also can be driven by function and performance-requirements. Making the part lighter, more rigid, stronger, better quality, or easier to form can be compelling reasons to hydroform when cost is a lesser consideration.
Tube hydroforming has seen broad acceptance in recent years, as evidenced by how commonly the automotive industry considers it as a manufacturing process. However, much general rationalization still must take place to decide which parts make sense to hydroform, both in the automotive industry and even more so in other industries where the process currently is not used at all. Making the decision is like trying to hit a moving target, because continuing development adds feasible features and reduces costs.
Determining when to use hydroforming is not an easy task, but under the right circumstances, this technology can improve your company's performance and cost-competitiveness.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





