















Making the most of hydroforming
Pursuing product potential and possibilities
 |
| Figure 1 To help ensure successful part development, it is necessary to establish a multitask project team. Designers, hydroforming technologists, and material specialists should be involved in the component stage. |
To achieve possible economic benefits from this process, it is necessary to decide if a component should be hydroformed in the design stage. Some key elements that should be investigated in the design specification process include:
- Forming method boundary conditions.
- The exact production sequence.
- Integrating additional processes with hydroforming, such as bending, preforming, and hole piercing. Simply substituting hydroforming for stamping will not maximize the full benefits of this technology.
Multidisciplinary Project Team
To help ensure successful part development, it is important to establish a multitask project team. Designers, hydroforming technologists, and material specialists should be involved in the component design. After a project team is established, stage 1 of the part development process becomes an in-depth analysis of the component design and the practicality of hydroforming the part.
If necessary, finite element analysis (FEA) simulations can be used to check feasibility or to provide detailed information on the variations of in-process wall thickness and plastic strain distributions. Many iterations of the component design may be necessary until complete component feasibility is ensured.
Prototyping
Normally, stage 2 of the project is component prototyping to prove design parameters produced in stage 1 are achievable. For this purpose, a company's R&D department can measure parts or materials. The prototype dies are designed by tooling engineers and manufactured at approved tool shops.
Prototyping gives the project team detailed information about the component. The stage 1 design is proven or optimized, and the series production sequence is verified under near-to-actual manufacturing conditions. Any design changes to improve part feasibility can be established, and specific lubrication tests can be performed, if required, to minimize friction during the forming process.
In most cases, the component will be produced in individual production steps, such as bending, preforming, or hydroforming. These steps can be coordinated with each other to create an efficient production sequence (see Figure 1).
Production Equipment
If the fabricator does not already have hydroforming equipment on-site, the necessary production equipment usually is designed simultaneously with the prototyping process. This concurrent approach can minimize the time to final part production. Typical equipment comprises the hydroform press and series production tooling; additional machines for preforming or postforming operations; and intermediate handling, lubricating, and safety equipment.
Cell Layout
 |
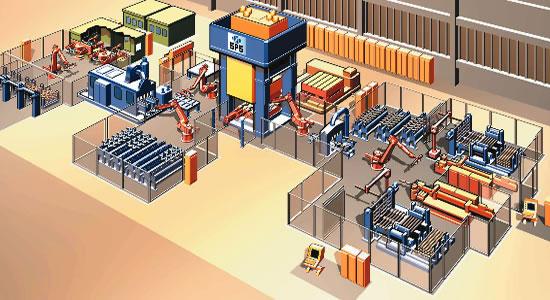
| Figure 2 If intermediate buffers are introduced at strategic line positions, a majority of downtime can be eliminated. This buffer strategy operates successfully only when an integrated safety system is installed so production can continue while the fault is rectified. |
The layout of a hydroform production line or cell is important to ensure the best equipment is used for the required production quantity and quality. It is necessary to consider the complete production sequence to minimize capital expenditures without sacrificing production effectiveness and safety and to position the machines in the most efficient manner for good material flow. In addition, the highest possible production line capacity has to be achieved to ensure maximum output.
Analysis of existing production plants and equipment in the automotive industry shows that continuous production downtimes are shorter than 15 minutes. If intermediate buffers are introduced into the line at strategic positions, a majority of these short production interruptions can be eliminated. This buffer strategy operates successfully only when an integrated safety system is installed so production can continue while the fault is rectified (see Figure 2).
If properly planned for, hydroforming can reduce part costs and vehicle weight.
Klaus Heimerl is manager of project planning and Ulrich Lücke is division manager sales at Siempelkamp Pressen Systeme GmbH & Co. KG, Mevissenstrabe 65, D-47803 Krefeld, Germany, +49-2151-895-945, fax +49-2151-895-998, k.heimerl@sps-pressen-de, u.luecke@sps-pressen.de.
About the Authors
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
