















Ph.D.
 |
| One of the most common and least expensive retrofits on a laser system is the cutting head. |
To stay competitive in today's marketplace, fabricators are constantly evaluating many variables in the areas of current and potential customer base, shop operations and work flow, and processing technology. If these base elements are not balanced, the overall productivity of a shop will decrease.
You may be looking to expand capacity, whether by cutting more of the parts you currently cut or by adding capabilities you currently do not have.
Older plasma and laser plate cutting machines can be retrofitted to help improve their performance in your pursuit of expanded capacity. So, when should you consider a retrofit over a new machine purchase? Retrofitting usually is advisable when the shop is constrained by floor space, has equipment that is still in good condition, or when you cannot cost-justify a major capital equipment purchase.
You should also consider how the increase in capacity will affect the work flow. For example, if your work flow process has a bottleneck in the paint booth, increasing cutting capacity will not necessarily improve overall shop output. On the other hand, if a retrofit can eliminate a bottleneck in a secondary operation, overall productivity could be greatly increased.
A laser system retrofit includes three major components:
Any one of these components can be retrofitted alone or in almost any combination.
Cutting Head. One of the most common and least expensive retrofits on a laser system is the cutting head. Often a retrofit is done to switch from a contact to a noncontact (capacitive) height-sensing system (see Figure 1).
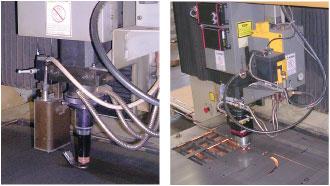 |
| Figure 1 Often a retrofit is done to switch from a contact (left) to a noncontact (capacitive) height-sensing system (right). |
Other feature upgrades usually include quick-style lens change bays, collision protection, digital focal position indicators, and an additional focal length option.
However, a cutting head retrofit only marginally affects a laser machine's ability to expand plate cutting capacity to greater thickness or higher speed. Longer focal length lenses can increase the depth of focus for thicker-plate cutting, and various nozzles with new gas flow technology can improve molten material removal from the kerf.
 |
| Figure 2 Retrofitting a laser with a 4-kW resonator enables the laser to cut up to 3/4-inch mild steel, 1/2-in. stainless steel, and 3/8-in. aluminum. |
Resonator. For a thermal process to cut plate, the cutting process must have enough power input to overcome the power losses. Heat leaves the cutting zone with the molten ejecta and through conduction into the bulk material surrounding the kerf. It's similar to filling a bucket with a hole in it. The input power is like the water flowing into the bucket from the hose, and the power loss is like the water flowing out of the hole.
Just as filling a bucket that has a bigger hole would require more water from a larger hose, cutting thicker plate on a laser system requires a higher-power (wattage) resonator. Many installed systems have resonators with 1.5 or 2 kilowatts (kW). These systems usually have a maximum mild steel thickness capacity of 1/4 to 3/8 inch (6 to 9 millimeters), and thinner stainless and aluminum capacities. Upgrading to a 3- or 4-kW resonator extends this thickness range to 1/2 to 3/4 in. (12 to 19 mm) in mild steel, 1/2 in. in stainless, and 3/8 in. in aluminum (see Figure 2).
Beyond the expanded thickness capabilities, additional benefits that can be realized with a resonator upgrade are better beam quality, improved pointing stability, and lower operating costs, as well as more reliable components and quicker start and warm-up times.
Usually a resonator retrofit takes several days to complete and involves a chiller upgrade to handle the higher power. You might have to replace beam delivery optics (water-cooled mirrors) and the cutting head to accept a larger-diameter beam. In addition, you may need to change your material handling system to handle the increased weight of thicker plates.
As the plate thickness increases above 1/2 in., the material quality for laser cutting becomes an important issue. Laser-grade plate is becoming more commonly available in various structural grades. It usually has a uniform, well-adhered-to mill scale with no rust and a laser-friendly mix of alloying elements that help control unwanted burning.
If the goal for an upgrade is to add 3/4-in. capacity, verify availability of laser-grade steel from your supplier or ask for references from other customers that are laser cutting available plate. Be sure to store the material appropriately at your facility to prevent rusting.
One last factor to consider for a resonator retrofit is the primary type of metal you will be cutting. The mode (or beam power distribution) best-suited for mild steel, aluminum, or stainless steel can be substantially different, and it is determined by the resonator type. A diffusion-cooled slab resonator's mode has power concentrated in the center (TEM00) and can offer high-quality performance on stainless steel and aluminum. A direct-current (DC) or radio-frequency- (RF-) excited fast-axial-flow resonator usually has the power spread out in a donut mode (TEM01) and offers better cut quality on oxygen-assisted cutting of thick mild steel plate.
CNC. A CNC retrofit on a laser system usually coincides with resonator and cutting head retrofitting.
The most common reason for a complete system retrofit (CNC, head, and resonator) is to bring many of the newest technologies to an existing system for less than the cost of a new system. These new technologies include an additional servo axis for control of the focal position in the cutting head, advanced monitoring and control features, networking capability, and nesting/CAD packages. These retrofits usually are the most expensive, take the longest to complete, and often involve replacing the drives and motors.
Inspect all of the motion components (ball screws, rack and pinions, linear slides and guides, and so forth) on the machine and rework them if necessary to ensure accuracy and proper motion when the retrofit is complete.
Similar to a laser system retrofit, a plasma system retrofit comprises three major components:
Plasma Torch. A plasma torch upgrade is the lowest-cost option for some older plasma systems. Common benefits include longer consumable life, higher cutting speeds, and availability of lower-cost consumables. Because the current and gas flow are controlled by the power supply, it is important to make sure the upgrade is compatible and optimized for the existing power supply. However, a torch retrofit will not turn a conventional plasma system into a high-definition system, nor will it increase the amperage of the system.
Plasma System. The plasma equivalent of laser power is amperage, and the equivalent of laser mode is conventional or high-definition plasma.
Even though plasma cutting has been an industrial cutting process longer than laser cutting, substantial technology development continues in the plasma cutting process and systems. High-definition plasma, for instance, is a process in which the plasma arc is very tightly constricted so the plasma jet becomes very stiff. This improves cut edge squareness and tolerance.
The ability to handle the higher energy density from this process requires good control over the plasma gas flow, putting greater requirements on the consumables, control electronics, power electronics, and other components. As a result, consumables have increased in complexity, making them more expensive to manufacture, and they can become more sensitive to wear. Managing the gas and current flow simultaneously places higher demands on the control electronics and components in the plasma system, while the push to higher amperages stresses many of the power electronics. Improvements in all of these areas allow new high-performance plasma cutting systems (power supply and torch) to improve cutting speed and quality (squareness and tolerance) while reducing cutting costs (see Figure 3).
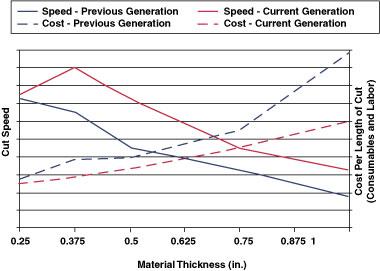 |
| Figure 3 Plasma system retrofits usually result in faster cutting speeds and better quality while reducing cutting costs. |
Modern manufacturing is pushing the envelope of tolerances and repeatability continuously, so your careful consideration of cut part tolerances and quality needs to go beyond first-piece inspection. Quality control needs to be consistently maintained over the life of the consumables.
Because most plasma systems are gantry-style machines with a fixed material cutting bed plate, material weight and quality are not issues with the plasma cutting process. However, the motion profile of the machine can become of substantial importance.
CNC and Table. As the plasma cutting process becomes more precise and defined, the resultant cut quality becomes more dependent on smooth motion profiles, and irregularities become much more evident. Inaccuracies in the motion components (gearboxes, rails, rack and pinions, drives, and tuning) that were masked by the old system will show up as ripples on diagonal cuts, oblong holes, and corner overshoot (see Figure 4).
 |
| Figure 4 As the plasma cutting process becomes more precise and defined, the resultant cut quality becomes more dependent on smooth motion profiles to reduce ripples on diagonal cuts, oblong holes, and corner overshoot. |
Improved tolerances from the upgraded cutting tool can quickly be sacrificed if the machine is not "tight." A potential remedy for this situation is to retrofit the CNC and drives. Modern digital drives can more accurately control the velocity and position profiles in a machine, and a more powerful CNC with good height control can improve cut quality.
Many system packages also offer a substantial amount of automation with preprogrammed cut charts, automatic gas consoles, networking capability, CAD, and nesting software. Carefully examine the mechanical drive components to make sure they can use the benefits offered by a CNC/plasma system retrofit.
If your shop uses both plasma and laser, how do you decide which to retrofit? Almost any retrofit is going to provide a return on investment, but the period can be anywhere from two months to three years.
The question is difficult to answer because the retrofit is likely to change the number and types of jobs that can be done, so any calculations based on current customers and project volumes will be inaccurate. However, some primary considerations are the budget, the time frame for the return period, how many shifts the machine will be running, and the types of parts that will be cut.
Parts that require very tight tolerances and many holes on a machine that is running multiple shifts are better-suited for laser operations. Large parts with few internal features on a machine that is running one shift usually can be processed with a high-performance plasma system.
An upgrade to a laser system could eliminate some secondary operations that are required on plasma-cut parts, while a plasma system upgrade could offload plate cutting operations from your laser system to expand its capacity to cut thin sheet.
Carefully consider work flow through the whole shop to make sure expanded capacity can be accommodated, and consult suppliers for availability of material if necessary.
Every shop has its own unique position based on capabilities, services, and customers. The greatest successes come from an optimal match of these factors with the equipment used to deliver the best quality at the lowest cost.
Kenneth J. Woods, Ph.D., is engineering manager, laser systems, Hypertherm Automation and Laser, Hypertherm Inc., 5 Technology Drive, Suite 300, West Lebanon, NH 03784, 603-298-7970, ken.woods @hypertherm.com, www.hypertherm.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





