















Optimizing consumable life in mechanized plasma cutting
Identifying and correcting typical problems
 |
Manufacturers of mechanized plasma cutting systems are focused on developing new technologies to meet three key market needs:
- Improved cut quality and consistency
- Increased cutting speeds and material thickness capabilities
- Increased consumable life
Together, these three focus areas, along with improvements in cutting tables and automation technology linking the CNC and plasma system, have helped drive reductions in operating costs of modern cutting installations.
Of course, technology goes only so far. Users of mechanized plasma cutting systems can help increase the efficiency of their own equipment by keeping closer tabs on consumables.
Factors Affecting Consumable Life
In a properly functioning system, three key factors affect consumable life:
- Number of pierces—Stresses to the electrode during arc initiation and termination cause hafnium erosion.
- Cut duration—Heat stress developed during long cuts erodes the hafnium.
- Material thickness—Thick materials require higher output current, which causes more rapid hafnium erosion. In addition, thick materials take longer to pierce, causing increased nozzle and electrode wear.
Over the years plasma cutting technology has introduced numerous advances to mitigate these wear factors. Some power supplies produce a controlled mixture of oxygen and nitrogen in the initial cutting gas and precisely ramp power and gas flows at cut initiation and termination.
 |
| Figure 1 Technology improvements have helped to extend the life of consumables for mechanized plasma cutting systems. One such advancement is the development of improved front-end torch shielding. |
These machines have helped increase consumable life in oxygen cutting applications.
In addition, consumable design developments such as front-end shielding (seeFigure 1) help improve piercing capabilities, and electrodes featuring a silver/hafnium interface (see Figure 2) for improved cooling have helped increase electrode life and reduce cutting costs.
 |
| Figure 2 Material advancements, such as the silver/hafnium interface on this electrode, have also contributed to longer consumable life. |
These technologies by themselves, however, do not guarantee optimal consumable life. Other system problems still can cause unnecessary consumable wear. In most instances, these operating problems are fairly easy to identify and correct.
Premature or Improper Consumable Changeout
Changing out consumables prematurely is a common cause of excessive consumable use.
Sometimes users automatically pull consumables after a set number of pierces or after a shift of operation. Other times they remove certain consumables, primarily swirl rings and the new generation of silver/hafnium interface electrodes, long before they require changeout from use.
Consumable wear is very application-specific, and set changeout protocols often result in consumables being discarded long before cut quality suffers.
As a rule of thumb, change out standard all-copper electrodes when the hafnium pit depth reaches 0.040 to 0.050 inch (see Figure 3). On silver/hafnium interface electrodes, this pit depth may be doubled to 0.080 to 0.100 in. before changeout should be needed.
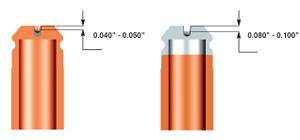 |
| Figure 3 Watching the pit depths of both all-copper (left) and silver/hafnium electrodes is a good guide to determine changeout. |
Generally, the nozzle/electrode changeout ratio for standard all-copper electrodes is 1-to-1; for silver/ hafnium interface electrodes, the ratio can be 2-to-1. (This also is the nozzle-to-electrode changeout ratio if the application calls for nitrogen cutting.)
If properly maintained, a swirl ring can easily last 10 to 15 nozzle/electrode changeouts. Swirl rings often are damaged during electrode extraction, but with a little care, you can remove the swirl ring without chipping.
A key tip to getting proper swirl ring life is proper O-ring lubrication. Insufficient lubrication can lead to damage during insertion or extraction. Too much lubrication can lead to blocked swirl passages and either cut quality problems or improper electrode cooling.
Proper technique involves putting a very small amount of lubrication on your fingers, rubbing your fingers together, and then rubbing your finger on the surface of the O-ring (see Figure 4).
 |
| Figure 4 If you want to extend the lives of O-rings, you need to apply proper lubrication. A small dab on the fingers and a gentle rubdown on the O-ring's surface will do the trick. |
>Shields should be changed out when they are visibly worn or when cut quality deteriorates. Retaining caps are not actually consumables and can easily last 50 or more nozzle/electrode changeouts.
Pierce Height
Proper pierce height is a critical component of consumable life. If pierce height is too low, spatter blown back during the piercing process may penetrate the shield orifice to the nozzle and cause double arcing, destroying the nozzle after only a few starts. Piercing too high from the plate may cause excess pilot arcing at high arc voltage, which also can cause premature nozzle damage.
Proper pierce height is 1.5 to 2 times the correct torch-to-work distance during cutting. This allows most of the molten spatter to be diverted away from the shield orifice without causing excessive pilot arcing.
Ramp-down Errors in Oxygen Cutting Systems
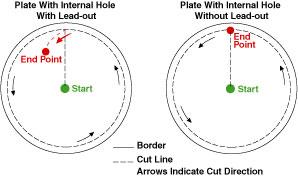 |
| Figure 5 To extend the consumable life of a plasma system equipped with oxygen cutting capability, proper ramping down of gas pressures and power levels needs to occur at the end of the cut. This can happen only when the cut ends on the plate, as the illustration on the right demonstrates. |
Some plasma systems equipped with oxygen cutting capability extend consumable life by precisely ramping gas pressures and current levels at the beginning and end of the cut, with arc termination being the most critical phase.
For proper ramp-down at the end of the cut, the cut must end on the plate. If the arc terminates abruptly because it runs off the plate, an excessive amount of hafnium can be ejected. This type of ramp-down error usually translates into a loss of between 10 and 15 arc starts.
If an application calls for cutting holes in plate, you can reduce ramp-down errors by programming the CNC to eliminate the lead-out at the end of the cut (see Figure 5).
Gas Supply
 |
| Figure 6 Low plasma gas flow at the beginning of a cutting job can lead to notched nozzle orifices. That scenario leads to premature nozzle changeout. |
Problems with the gas supply are probably the most common causes of excessive consumable wear. One of the first things a service engineer does when responding to a call about poor consumable life is to run a system gas leak test. Leaks or other gas supply problems frequently are found, and they usually involve one or more of the following issues: restrictions in leads, leaks in leads or connections, and gas impurities stemming from leaks or the gas supply system itself.
Gas restrictions causing low flow rates can lead to catastrophic, almost immediate nozzle destruction. Because the initial plasma gas flow is low, the pilot arc attaches to the inside of the nozzle orifice and stays there long enough to cut the nozzle before being forced out of the orifice and transferring to the workpiece. This condition notches the nozzle orifice, virtually destroying it within only a few pierces (see Figure 6), and cut quality deteriorates immediately.
Leaks in leads or connections cause problems for two reasons. First, leaks can create a low flow condition. Second, leaks allow impurities into the plasma gas supply by aspirating outside air. This contaminates the oxygen environment of the plasma gas, bringing in nitrogen and other gases, as well as moisture and oil that may be present in the shop environment.
Gas contamination is indicated by a blackened surface on the end of the electrode and inside bore of the nozzle (see Figure 7).
 |
| Figure 7 A blackened surface is considered a culinary delight in seafood circles, but in the world of plasma cutting, a blackened surface on an electrode end and inside a nozzle is a sign of gas contamination. |
Occasionally the plasma gas becomes contaminated because of problems with the supply system. For instance, if oxygen is supplied through black iron pipe, the oxygen becomes contaminated with iron oxide, which reduces both nozzle and electrode life. Copper piping can prevent this problem. In addition, cryogenic delivery systems can help decrease contaminants.
Coolant Flow
High-end mechanized plasma cutting systems generally involve liquid-cooled torches and consumables. The primary focus of liquid cooling is the electrode, although some systems, most notably high-definition plasma, also employ liquid cooling of the nozzle.
Proper coolant flow is essential to proper consumable wear. Flow restrictions reduce consumable cooling, which results in excessive heat buildup in the consumables and more rapid erosion.
The most common symptom of improper coolant flow or high coolant temperature is rapid electrode wear; in more severe cases, the electrode can be destroyed completely and unexpectedly.
To correct improper coolant flow or temperature, check the coolant system filter to make sure it isn't clogged with particulates, perform a coolant flow test to ensure flows are consistent with OEM specifications, and check for coolant leaks.
Work Cable Connection
 |
| Figure 8 A poor electrical connection between the workpiece and the plasma power supply results in excessive pilot arcing and increased nozzle wear. |
A good electrical connection from the workpiece back to the plasma power supply through the work cable is essential for proper system operation and consumable life. If the connection is poor, arc transfer will be inhibited, and excessive pilot arcing will result.
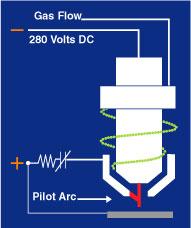
During the pilot arc phase of arc initiation, the arc is established between the electrode and the nozzle (see Figure 8). This puts tremendous heat load into the nozzle and causes rapid wear unless the arc transfers rapidly to the workpiece.
In a properly functioning mechanized system, arc transfer occurs within 100 milliseconds. Poor electrical connection from the workpiece to the power supply can delay that to 12 second or more, risking not only increased consumable wear, but also misfiring.
In most mechanized plasma systems, the connection between the workpiece and the plasma system is through the slats to the table ground, which is where the work cable from the plasma power supply usually is connected. Unfortunately, in many applications, slag produced during cutting is allowed to build up on the slats. Excessive slag inhibits proper current flow, resulting in a poor connection and other problems.
The best option for preventing problems associated with excessive slag is to connect the work cable from the power supply to the table ground, and then attach a jumper cable from the table ground that clamps to the workpiece. If that arrangement is not possible and the only connection is through the table ground to the slats, then you need to establish a program of frequent slag removal and slat replacement.
Driving out Costs
Plasma cutting is an essential first operation in many fabricating processes, but the cost savings it can provide can be realized fully only if the system is properly operated and maintained. By doing what's necessary to optimize consumable life, the operator is on his way to realizing those potential savings.
Phil Parker is the torch and consumables product marketing manager with Hypertherm Inc., Etna Road, P.O. Box 5010, Hanover, NH 03755, 603-643-3441, fax 603-643-5352, phil.parker@hypertherm.com, www.hypertherm.com.
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Dynamic Metal blossoms with each passing year

4
Steel industry reacts to Nucor’s new weekly published HRC price

5
Metal fabrication management: A guide for new supervisors
