















Senior Editor

Figure 1: Workers at ACE Metal Crafts, a job shop in Franklin Park, Ill., go through their morning huddle to discuss the day’s work. In the high-mix job shop environment, strong communication is essential. Image courtesy of ACE Metal Crafts, www.acemetal.com.
Dyke Messinger runs Power Curbers Inc., a construction equipment manufacturer north of Charlotte, N.C., long devoted to lean manufacturing. The company carries little raw stock or finished-goods inventory. Actual customer orders trigger production. Raw sheet and plate stock arrive at the loading dock and move immediately into production; products ship shortly upon completion. The plant isseparated neatly into clearly defined value streams, through which every component flows. Many employees are cross-trained on all processes, able to fill in whenever and wherever needed. Altogether, I thought it was one of the simplest, most elegant pictures of lean manufacturing I had ever seen.
But something Messinger said made me pause. Perhaps more than anything, he explained, reducing the number of product lines significantly boosted the company’s lean efforts.
Knowing this, how then can a job shop possibly adopt lean manufacturing fully? Sure, they can tackle general organization: shadow boards for tools; labeled press brake and punch tooling; clear signage; worker ergonomics; and so on. But job shops are in the high-mix business. They want more products. The more products they run, the more diverse they are and the more successful they canbecome.
Dick Kallage, principal of KDC & Associates, Barrington, Ill., put it this way: “The traditional lean that’s written about in most books and preached by the priests of lean thought simply isn’t applicable to most American companies [including the small contract manufacturer]. It’s because traditional lean is set up for relatively high-volume, low-mix operations, in which you can do allsorts of balancing of work flow. This really doesn’t apply to most job shops. High-mix causes that variation in loading of the production operation.”
So can lean manufacturing be adapted to the job shop? According to sources, yes, and many have done it by concentrating on what is feasible for high-mix environments. The trick is finding commonalities. Sure, a job shop press brake technician may not perform the same process over and over. The worker may set up different tools every day or even every hour of every day for different products.But the common denominator is setup: The operator or setup person continually reads setup sheets, reaches for tools, puts them in the brake, and adjusts settings. How can this process, repeated many times over during a day, be optimized?
Put another way, job shop lean isn’t product-based. It’s process-based, focusing on machine uptime, quick changeovers, and fast response.
According to Kallage, job shops should start down the lean path like their product-line counterparts, by identifying waste. This includes the “classical wastes” in manufacturing: excessive inventory, scrap and rework, searching and waiting, excessive motion, overproduction, overprocessing, and underutilization of people and assets. But Kallage added that there’s another waste that becomesespecially apparent in job shops: information waste.
“When you have high-mix, you’ve got a lot of information flying around on the shop floor,” Kallage explained. “Unless it’s precise, timely, and accurate, you’re going to make a lot of mistakes, and with these mistakes come rework.”
Some fabrication machines are tailor-made for the high-mix environment. If a new part comes in, technicians just change a nest on the turret punch or laser—simple, no massive line overhaul required. But what if the programmer receives the wrong information? What if the customer forwarded the incorrect print? What if a part change is missed by the programming team? Mistakes like thesecan lead to major waste on the floor. For such a high-variation environment, continual communication is important (see Figure 1).
The information waste can be reduced, Kallage said, in part via 5S: sort, straighten, shine, standardize, and sustain. Managers also can use elements of the visual factory, in which signage and other displays show how processes should be performed and how work flows on the floor (see Figure 2). Are tools clearly labeled and organized? Can someone who knows the basics ofwelding and fabrication walk into a work area and find everything?

Figure 2: This sign at ACE Metal Crafts emphasizes standard procedures, ensuring everyone on the floor is on the same page.
“I call it the ‘two-minute challenge,’” Kallage said. “Without knowing anything about your business, can I walk onto the floor, be shown a setup sheet, and find all the brake tools within two minutes?”
Many gurus of the classic approach preach how excessive motion and waiting, including inefficient material handling, make up some of the most significant wastes. In the job shop, the same holds true, but much of the waiting can be reduced by concentrating on what sources called one of the most significant components of job shop lean: setup time reduction.
“Job shops aren’t really in the parts business,” Kallage said. “They’re in the setup business.”
In the past some job shops charged customers for setup time, so it wasn’t something shop owners were terribly worried about reducing. “But as competition has gone global, many have realized they just can’t charge for setup time anymore,” said Brad Muir, senior associate at Technical Change Associates, Chandler, Ariz. “Setup time is something that has to be reduced.”
As the axiom goes, if you don’t measure it, you can’t improve it. Measuring can include videotaping and timing exactly how machines are set up and run, as well as how components move between processes. Actual measurements may vary greatly with the job, of course, but the trick is to gather data to determine the level of variation the shop has. Such metrics help identify commonalities among thejobs that drive the job shops’ revenue.
As Kallage explained, the 80-20 rule usually applies. Managers can identify the kinds of parts (20 percent of jobs) that have historically driven most (80 percent) company revenue. Armed with this information, job shop managers then can go about making that bread-and-butter work more profitable.
“Lean manufacturing is still valid in a high-variation environment,” Kallage said, “but there are certain things you should emphasize, and other things that you can ignore.”
Consider the concepts of line balancing and one-piece part flow. “It’s almost impossible to level-load a job shop,” Kallage said. If one part is followed by another part that requires a completely different routing or operation time, perfect line balancing becomes impossible.
In metal fabrication, one-piece part flow usually isn’t practical either, at least with common flat-sheet metal blanking technology. Cutting only a few small components comprising “one piece” from a standard sheet, unloading it, and then reloading the sheet remnant for the next piece—well, it’s an amusing picture, not very efficient, and a waste of the shop’s biggest capital investment.
To adapt lean requires uncovering commonalities. For instance, almost every job in a typical fab shop comes from a flat sheet. So as Kallage explained, instead of “single piece,” the optimal flow may be “single sheet flow.” A shop that minimizes batch sizes—say, splitting a several-hundred-piece order into batches of 30, as close as they can get to a single sheet—reduceswork-in-process (WIP).
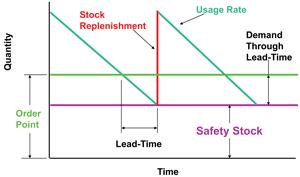
Figure 3: In the demand-pull model, downstream processes “pull” products from upstream. Once a kanban bin is emptied to the order point, workers downstream order more parts from the upstream fabrication processes. Image courtesy of Technical Change Associates Inc.
This also allows the shop to react to unexpected demand. The scheduler will have an easier time placing a hot, one-off job within a larger nest, blanking it, then sending that one-off blank to bending, squeezing it between two small batches. This is a lot more efficient than waiting forever and a day for the bending area to complete a batch of 400. All this demands quick setup times. Delaysfrom prolonged setups will become readily apparent as downstream process areas run out of parts.
To prevent this, TCA’s Muir described a kind of in-process kanban (see Figure 3) that borrows from the OEM arena but is tweaked for the job shop. Muir explained that the concept is integral to the demand-pull manufacturing methodology, in which actual customer demand triggers production. In job shops, demand-pull concepts involve internal customers, those working at downstreamprocesses, be it finishing, painting, assembly, or anything else.
Consider an order of 600 parts. Using the demand-pull methodology, assemblers “pull” a certain number—say, 24—to fill a kanban bin. Yes, the order may be for 600, but assemblers order, or pull, only 24 components so everything can flow through upstream processes quickly. Once their kanban bin is full, they stop pulling and start assembling until the level of parts in the kanban bin reaches anorder point, when assemblers again pull from upstream processes.
The specifics of an in-process kanban can be customized, and much of it depends on the company, Muir said. Consider again that 600-part job processed in 24-part batches. In reality, of course, kanban can be utilized between every floor process if deemed necessary for continuous flow. But for simplicity, let’s group it all into two areas, “fabrication” and “assembly.” However long it takes toflow a batch of 24 through fabrication forms the basis of the WIP buffer. So in this case, it takes fabrication two hours to produce parts for 24 assemblies. In those same two hours, assemblers can put together eight products. So in principle, workers must not allow a kanban bin to fall below eight products before reordering, or they risk running out of parts.
To mitigate this risk, Muir explained, a shop can add a “safety stock” to this—in this case it could be half a lead-time’s worth, which would be four products. The safety stock guards against running out of parts, manufacturing’s equivalent to running out of gas. And as sources explained, the amount of safety stock depends on the variability in an operation; the more variability in yourprocess, the more safety stock WIP you’ll have.
Sources cautioned, though, that excess WIP can devastate a lean operation. Workers must not allow the number of pieces in the kanban bin to exceed the maxiumum, or WIP will rapidly increase, causing cycle times to increase and flow to clog. In other words, it’s a balancing act. Lean shops want just enough WIP—no more, no less.
For the current example, the order point in this kanban stands at 12 products: eight products to take up lead time, plus four products, or half a lead-time’s worth, for safety stock. So once the kanban bin has only 12 products, the assemblers pull parts from upstream processes. The more upstream processing time varies, the greater the required safety stock, to account for that variability.
According to sources, this demand-pull system shows how important small batch sizes and quick changeovers are. Otherwise, assemblers would order products and then wait forever as upstream blanking and bending processes worked their way through large batches.
The more predictable an operation is, the more “on the edge” it can run; that is, with less WIP. Though in the highly variable environment of job shops, some buffers (including raw stock and WIP) may be unavoidable to protect against unexpected demand, like the hot job scheduled last minute between two previously scheduled batches. This variation might require an increase in WIP. And this maynot be a bad thing. After all, a job shop sells the fact it can respond quickly to widely varying demands.
“But remember,” Kallage said, “WIP must be constrained in order to constrain cycle times, lead-times, and inventory cash investment. The kanban ‘minimum-maximum’ concept does exactly that.”
Kallage added that equipment maintenance programs—overall equipment effectiveness, predictive maintenance, and the like—also become important, particularly when WIP drops. Most job shops don’t have the luxury of rerouting all production to other available machines when a major shared resource, like a blanking center, fails. Some parts inevitably will be delayed. So the more data a shop has onpast machine performance, the better technicians can maintain equipment to prevent future breakdowns. And this is all the more important in a lean job shop. The less inventory a shop has and the shorter its lead-times, the worse the consequences are when a machine breaks down.
Job shops take a different approach to cellular manufacturing and shared resources. In classical lean, unlike machines are grouped together to produce one part or part family. The approach avoids sharing resources between product lines, because any shared resource could be the source of a bottleneck.
Of course, nearly every fab shop uses one or more laser cutting or punching machines that feed an entire shop. Such shared resources are hard to avoid. True, if a shop has significant volume and consistent orders, a hard cell focused on a product family might make sense. And certain machines may be placed on wheels and moved as projects change. But these are the exceptions. For most largefabrication equipment—large laser cutting centers, turret punches, and heavy press brakes—this just isn’t practical.
As Kallage explained, “Job shops usually don’t have the volume per job to justify dedicated cells. That’s why I like to see virtual cells. These won’t give you a perfectly balanced line, but they can eliminate a lot of material movement, because you’re moving only short distances. You’re not moving things from one part of the shop to another part of the shop.”
These virtual cells rid the job shop of the traditional departmental arrangement in which parts are blanked; carried all the way over to the press brake department; carried again all the way over to the welding cells for joining and grinding; then all the way over again to the paint booth. Virtual cells are process-based, not product-based, and are arranged to minimizemovement between common operations.
The virtual cell layout can vary depending on the shop, but here’s just one example that Kallage gave. Consider a shop in which all parts are blanked; most parts are bent; most parts are welded and finished; and some parts are powder-coated and assembled. In this case, a virtual cell may be set up between the three principal operations: cutting, bending, andwelding and grinding. A line of lasers and turret punches may sit on one side of the shop, adjacent to raw stock. Near the blanking centers’ offload tables sit another row of press brakes, then behind them a row of welding booths. Parts may flow through different machines depending on the schedule and part design. One part may flow through turret A, followed by press brake B, and welding cell F.Another may flow through turret B, then press brake A, and welding cell B. The exact path may vary, but the distance components must travel between operations is minimized.
The arrangement doesn’t eliminate as much handling as does a traditional cell designed around one product, Kallage said, but it does improve upon the departmental arrangement, with products continually crisscrossing the shop floor.
So why go through all this trouble? Why struggle in a high-mix environment to reduce setup, batch sizes, and manufacturing time? One reason is to increase capacity. As manufacturing time is reduced, the same shop floor can produce more without adding people, machines, or real estate. Another reason is cash flow. Reducing inventory frees up cash, and hastening manufacturing time shortens thetime between getting an order and buying materials (cash out) and getting paid for the work (cash in).
As Kallage explained, healthy job shops also have the opportunity to negotiate vendor-managed inventory (VMI) arrangements with metal service centers. In some arrangements, job shops actually can hold the material and not be billed for it until the metal enters production. If lead-times are shortened enough, a job shop even can become almost a self-financing business, in which it is paid forwork before it pays for the materials that went into that work. It may be a rare occurrence, but for low-volume, quick-turnaround jobs, it becomes a serious possibility.
Still, there’s a larger question: High-mix manufacturing adds incredible complexity, so why get into the job shop business in the first place?
Muir began his answer with one word: “Delphi.”
He continued. “That was one of the best plant tours I have ever been on. It was one of the sleekest, leanest operations out there. But the orders just weren’t there. The company had all its eggs in one basket, in the automotive industry, and there were just not enough parts flowing through this beautiful, lean operation. Even the fastest of race cars can’t win the race without fuel to fill theengine.”
If an industry experiences unprecedented decline, a lean manufacturing initiative alone can’t magically drum up sales. Only salespeople bring orders in, and those who sell for job shops have a luxury that product line manufacturers don’t have: diverse customers. Job shops can set up a manufacturing line, have the right material delivered, and produce a small lot of quality parts in a matter ofhours. Those attributes benefit many industries, and job shops can call on them all. That degree of diversity is something most product-line manufacturers just can’t achieve.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





