















Account Manager for TruLaser Tube

Figure 1Laser cutting devices that have two additional parallel kinematic drive axes on the laser head can cut more than 1,000 holes per minute.
High-speed laser cutting always has been a prime concern for fabricators since the 1978 introduction of the first laser system, which had a fixed laser beam delivery system on a turret punch frame and used a sheet dragger to accommodate the cutting action.
Of course, at that time punching a hole in a fraction of a second was much faster than moving a piece of sheet metal around so the laser beam could cut a part. Laser beam divergences had not been mastered, and laser power was only about 500 watts.
The first flying-optics system appeared in 1979, and the race for higher processing speeds was on. For approximately 10 years, laser productivity gradually increased until the early 1990s. At that time flying-optic systems working in tandem with increased laser power—close to 3,000 W—and faster CNCs and better drives allowed machines to reach 5,000-inches-per-minute (IPM) positioning speeds. However, by the mid-1990s the physical limit for large-gantry machines handling 5-foot by 10-foot sheets and their tremendous mass and accompanying high forces had been reached.
The introduction of linear-drive-motor technology changed that by achieving speeds of more than 10,000 IPM and the ability to process 600 holes per minute in thin sheet metal. Combining quick positioning speed with new, instant piercing technology and the ability to generate acceleration forces between 1 and 3 Gs made the increased speeds possible. Even faster speed would require extremely heavy and expensive machine frames, because forces would increase exponentially with any increase of speed and mass.
Dual-head cutting machines also were introduced in the mid-1990s as a means to double the productivity of laser cutting machines, but the solution required two laser resonators, two beam delivery systems, two Z axes, and two cutting heads. The dual-head approach cost more to run than typical machines, and it wasn't as flexible—capable of cutting only two identical parts simultaneously. This laser cutting technology was not widely adopted.
Between 1997 and 2004, technology developers made incremental progress in positioning and cutting speeds. Greater laser power and more refined piercing technology helped to increase cutting speed.
A real breakthrough came in 2005. Two additional parallel kinematic drive axes were placed on the cutting head, creating a laser cutting machine with one dynamic and light cutting head capable of independent movement along two axes, but working in precise synchronicity with the machine's more sweeping movement (see Figure 1).
Algorithms automatically control the local axes of the head and main axes of the machine. The local axes perform "micromovements," such as holes, corners, small shapes, and paths with frequent changes of direction. The main axes carry out "macromovements," such as contours and large shapes (see Figure 2).
The micro- and macromovements are carried out simultaneously, much like the human hand and arm working in concert when writing or using the keyboard. In the case of the laser cutting machine, the numerical control—acting like a human's brain—synchronizes the movements to achieve continuous, smooth, and fast movement.
A closer look at this new technology development reveals two short, linear-driven axes on the cutting head that make all small-scale movements—up to 4 inches in X and Y—which includes holes and intricate cutouts. With minimal weight and optimized linear drives, accelerations for this laser cutting head have increased up to 6 Gs in actual cutting conditions, according to the technology developers. Previously high acceleration rates of this nature had been reached only in positioning speeds, and vibrations had diminished the laser cutting quality.
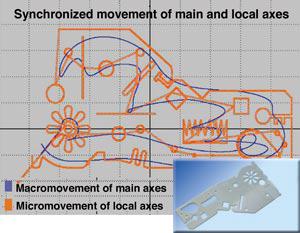
Figure 2The blue line represents the "macromovements" of the laser cutting machine, and the orange lines represent the "micromovements" of the laser cutting head. Algorithms automatically control the local axes of the head and main axes of the machine, and all of these movements are carried out simultaneously. The insert shows the 1-mm-thick mild steel part (180 mm by 90 mm) that was cut in 13.4 seconds, compared to an industry benchmark of 22 seconds.
To augment this level of speed, machine designers added proprietary control software and shock compensation elements to eliminate vibrations transferred to the machine from the quick laser cutting head. This approach, combined with a new head design, resulted in increased productivity, reduced power consumption, decreased wear on the machine, and improved cut quality for early adopters of the technology.
This new approach has opened up new frontiers and much higher limits in processing speeds.
It is a well-known fact that with increased cutting speed, cut quality often deteriorates, leading to rough edges and dross formation. However, users of this high-speed, multiaxis laser cutting technology have been able to make quality cuts even at higher speeds.
Cutting speed still depends on the metal type, material thickness, laser power, beam quality, and focal spot size, as well as assist gas type, pressure, and nozzle shape. But when those same variables are used to compare this latest laser cutting technology with traditional laser cutting methods, metal fabricators have maintained good cut quality up to 800 IPM, especially when using nitrogen as a cutting gas and working with thin-gauge steel up to 1/8 in.
The technology developers credit the machine's reliance on higher acceleration versus higher cutting speeds. Actually, the CNC reduces the machine's cutting speed below the programmed value to avoid a potential "overshoot" during the cutting process.
In addition, the quick action of the laser cutting beam reduces heat load in corners and improves the overall cut quality of small features and complex contours.
The further development of high-speed laser cutting machines represents a challenge to punch presses, which traditionally are associated with high productivity. Laser cutting machines can cut any hole diameter and shape without the need for tool changes or new tools.
In addition, the laser cutting machines may result in faster production and fewer steps in the manufacturing process. For example, a laser cutting machine can be programmed to make one single pass to cut holes, cutouts, and contours; to round off sharp corners, which means no deburring; and to cut slots and tabs for positioning, welding, and assembly.
Fabricators can use synchronized high-speed machines to their advantage with many customers whose needs are in the 0.020- to 1-in. thickness range in mild steel, aluminum, and stainless steel, but the real advantage comes in processing metal 1/8 in. or less (see Figure 3). Markets in which this type of laser can make a large impact include electronic enclosures, appliance parts, lighting and store fixtures, light aircraft parts, and air-conditioner parts.
The synchronized approach to laser cutting requires a slightly larger increase in investment when compared to traditional laser cutting. But technology developers believe that job shops fabricating a mix of light-gauge fabricated parts will see increases in productivity that will more than offset the increased investment.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





