















Marketing Manager

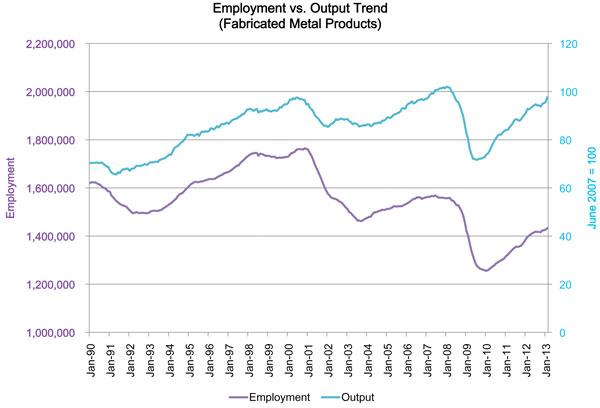
Figure 1: As metal fabricators take on more low-volume, high-mix work, they have to minimize downtime of laser cutting machines to maintain a high level of productivity. Automated management of laser optics can save hours of downtime over a year’s worth of laser processing activity.
The metal fabrication industry has gone through several volatile years—expanding during the dot-com and real estate booms and contracting during the recessions that followed. This roller coaster ride (much more tumultuous than my favorite childhood roller coaster, Mr. Pip’s Wild Ride at Palisades Park, N.J.) feels like it is nearing its final stages. The major gyrations are done, and things are smoothing out just a little.
Somewhere between the start of this ride and today, business models in the metal fabricating industry evolved into something different (see Figure 1). Business owners are struggling with uncertainty as they are unable to forecast order streams confidently and faced with escalating operating costs, especially as they relate to new government regulations and health care. Companies are still interested in increasing throughput, but unlike in the past, they are not immediately hiring people to solve their productivity problem (see Figure 2).
These shop owners are instead relying on automation—both for material handling and basic machine functions. These advanced features make machine operation more efficient and productive.
Automated material handling increases greenlight time for laser cutting machines. Material loading is done much more quickly than can be done manually. Additionally, automated material handling allows for unattended operation—loading blanks, unloading cut parts and the accompanying skeletons, and repeating the operation until all sheets have been processed.
Laser cutting equipment with material handling automation is identified easily in fabricating operations. The machines have single-level loading systems nearby or, in some instances, very large material storage towers that have shelves for different sheet metal sizes, material types, or even finished parts.
Productivity improvement because of the automation also is easy to identify. Shop management typically can expect to see a 40 percent increase in throughput after installing an advanced material loading and unloading system.
But what about downtime associated with setting up the laser cutting machine? Other areas for downtime management are often less obvious than material handling, but they also can have a dramatic effect on throughput.
The downtime problem is exacerbated with today’s smaller batch sizes. Orders aren’t as large as they once were, and companies are working with thousands of part numbers, not hundreds. These volumes can lead to drags on productivity and spikes in costs of operation if shops aren’t prepared properly.
For example, laser cutting equipment without automated setup functions use compromised settings when cutting varied materials. This commitment to one type of cutting lens may enable the laser to cut with limited operator intervention, which may be desired especially when running with automated material handling, but the laser cutting machine is not being run optimally.
For the record, laser cutting machines without these automated functions can run efficiently. However, it is difficult to maintain long-term, efficient production if the job shop has regular part changeovers. Research done on actual machine changeovers reflects that manual changes typically take around 26 minutes to complete, when done properly. If the shop considers all of the steps involved in a standard laser setup—set up lens, install nozzle, focus the lens, set the gap, set the focal point, do a test cut, tweak the lens if necessary, and start production—it can understand how setting up for a job can get out of hand very quickly. Simply put, waiting for an operator delays production while the machine sits idle.

Figure 4: Some metal fabricating shops stick with a 7.5-in. lens to cut all material thicknesses, not just plate. By not changing over to a 5-in. lens for thinner materials, for example, the operator is taking more time than necessary to complete the cutting job and simultaneously consuming more assist gases.
Automated changeover functions are much more efficient and take less than 1 minute, including a torch change and pallet transfer. Many operators skip or shorten the changeover process and run the laser cutter in a compromised cutting condition with general settings that can reduce machine performance by 25 percent to 30 percent. The machine is running and has the appearance of being a productive, money-making investment, but it is actually costing the shop added expense because the setup is not fine-tuned to the cutting application.
Compromised laser cutting reduces cutting speeds dramatically, but because shop owners are rarely involved directly in laser machine operation, they are not aware of the lost revenue. This oversight can offset the performance gains available with new technology and, ultimately, devastate the return on investment that a company is looking for with the purchase of a new machine.
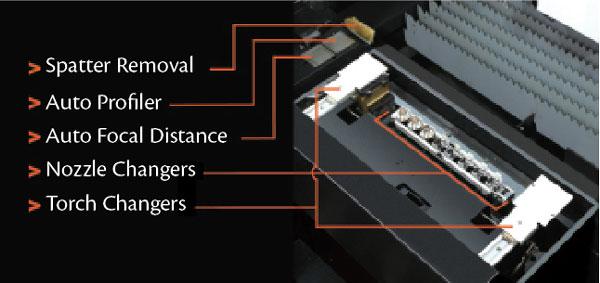
These new functions (see Figure 3) automatically set up the machine, check for wear on critical components, and make adjustments to optimize the cutting parameters. Core automated setup functions include torch changing, nozzle changing, intelligent focal distance measuring/adjusting, and profiling.
Torch and Lens Changer. Some manufacturers have designed torches that can adjust focal lengths to accommodate different material types and thicknesses. All manufacturers, however, make a variety of lens configurations that are optimized for specific applications. Unless workpiece type and thickness don’t vary much, the shop needs to change out torches for optimized cutting of the material (see Figure 4). If a fabricator elects to use a standard lens for multiple cutting jobs, it risks slowing the process down because feed rates are not maximized and the operator likely has to spot-check the material to ensure clean cuts are being made.
Nozzle Changer. Nozzle diameter is critical in cleaning the molten debris from the cut path. If a nozzle diameter is too small, it will need to slow down to clean the cut path. If the nozzle is too large, it will need more gas to flush the path, which can significantly increase laser gas costs.
Automated Focal Distance Adjustment. Measuring and adjusting focal distance traditionally requires considerable setup time as well as a skilled and experienced operator. Intelligent functions enable an operator with limited experience to set the focal distance automatically using programmed commands. This helps to ensure dross-free cutting. Additionally, these systems compensate for focal distance changes that occur as lenses become contaminated.
Automated Profile Adjustment. The automated profiler recalibrates to ensure the optimal distance between the nozzle and workpiece is achieved.
Not only does automated setup technology typically result in a significant increase in throughput by reducing operator intervention, it also results in reduced assist gas consumption because the proper nozzle is selected for the application. To illustrate the impact of this type of automated laser optics management, all a shop has to do is take a look at an analysis of its laser-related production over a full year.
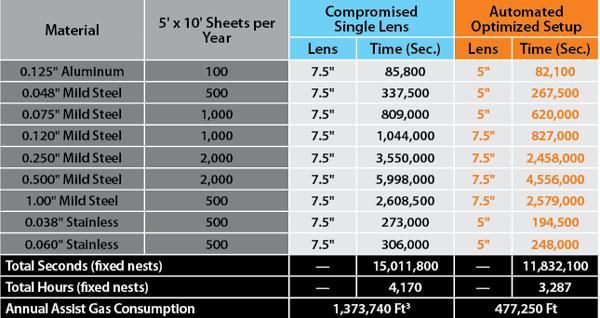
The job shop profiled in Figure 5 primarily cuts mild steel in various thicknesses on a 4-kW CO2 laser cutting machine. It also cuts a small amount of aluminum and stainless.
The wider the variation in materials and thicknesses, the greater the economic advantage gains with automated setup. For these calculations, a consistent nest configuration was applied to the annual production analysis. Nozzles and other setup functions were performed automatically to match optimal cutting parameters. With automated setup functions, the laser cutter cut the annual production volume in 3,287 hours as compared to 4,170 hours with a single lens. The shop also has a considerable laser gas savings because of the automated functions.
An experienced laser applications engineer can provide a detailed review of an entire production model based on a metal fabricator’s nested sheets using the shop’s actual materials. The economic impact analysis specific for the shop should be comprehensive enough to show the real cost benefit.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}