















Senior Editor

Figure 1: In a laser blanking line, high-powered fiber lasers replace the mechanical blanking press. Image courtesy of High Production Technology LLC.
Picture a high-speed blanking line in a plant without a high bay and with enough crane capacity to change out coils, but that’s about it. There’s no mechanical blanking press, or the heavy foundation and other facility requirements that press needs. Instead, high-powered lasers cut flat blanks from coil-fed metal (see Figure 1). After this the blanks are stacked, as usual, and sent to forming presses or other operations downstream. If a change needs to be made or a new part run starts, technicians change the laser’s CNC program, and it’s good to go. There’s no single-minute exchange of die (SMED) to work toward—because there is no die.
The process, still in the conceptual phase, could have lasting effects not only on how pieces are processed in the blanking line, but how die designers approach the forming of those blanks downstream.
What makes economic sense in blanking remains a factor in forming die design. Shearing remains the cheapest way to blank, so the closer a blank shape can get to a simple rectangle or other shape a shear can cut, the less expensive the blanking operation is. Blanks with curvilinear shapes usually aren’t practical, because machining complex contours into a blanking die can get expensive.
But rectangular blanks have corners ripe for excess stress under the forming die, causing thinning and splitting. So diemakers use draw beads and other elements to ease metal flow into the die cavity. Laser blanking, however, changes this equation. A laser can cut contours with little difficulty, and it’s those contours that can greatly aid metal flow in the forming press.
Jay Finn, applications engineer with High Production Technology LLC, a subsidiary of Automatic Feed Co. in Napoleon, Ohio, has teamed with Charles Caristan, international fellow at Air Liquide Industrial’s Houston office, to develop laser blanking technology. Caristan, in fact, has worked with the laser blanking concept for more than a decade.
During that time the idea has struggled to catch on not only because of challenging market conditions in the automotive industry, but also because of technology limitations. CO2 lasers have dominated sheet metal cutting in the low-volume arena but not in the production environment—and for good reason. These lasers can cut only so fast, so for this and other reasons, most laser blanking solutions proposed over the years have made sense only for runs of 60,000 or fewer parts a year, sources said.
As recent as four years ago, this was still the case. “Throughput is the main consideration when it comes to any manufacturing setup,” wrote laser consultant Michael Bembenek in a 2006 issue of Industrial Laser Solutions. “Speed and cycle time … are not overwhelming. This is probably why the response from blank-makers and blank users to the use of laser blanking is always the same: ‘I don’t see the economics.’”
How things have changed. Volumes aren’t really a factor in the laser blanking debate anymore, thanks in part to researchers in the telecom business. They developed a specially clad fiber optic that, as those in the laser field soon discovered, served as a perfect starting point for a new, powerful technology in the photonics world: the fiber laser.
“Most of the body-in-white is 3 mm or less,” Caristan said, “so it’s perfectly suited for the fiber laser.”
Its highly focused beam is particularly suited for cutting thin sheet extremely quickly. The fiber-delivered laser is solid-state, which simplifies maintenance and integration. The power source and ancillary equipment cover a footprint of only several feet. And the lasers are scalable. As long as the transport fiber that delivers the energy to the workpiece is of sufficient diameter to handle increased energy, fiber modules within the power source can be ganged together to increase power.
“We’ve done testing with the 5-kW fiber laser and have cut 1-mm-thick aluminum at 80 meters a minute,” Finn said, “and we’ve cut 67 meters a minute in 1-mm-thick steel.” Arrange a line with several high-powered fiber lasers cutting a progression of parts simultaneously, he said, and productivity can match that of a high-speed blanking press.
New 10-kW fiber lasers likely will have even faster performance. And this is all with what’s called multimode technology, which combines multiple beam modes to produce the optimal beam for the application. Emerging monomode fiber lasers have sparked even greater interest. By emitting an even more highly focused beam, they can cut faster with less power.
“What we can do with a 5-kW multimode laser today we can likely do with a 3-kW monomode fiber laser,” Caristan explained.
Industry’s use of high-strength steel (HSS) also puts the spotlight on the benefits of laser blanking. High-strength materials aren’t kind to blanking dies; they can cause them to wear prematurely. And the physical action of the die punching through HSS leaves microfractures in the resulting blank that can wreak havoc in downstream forming presses.
“When you do any type of shearing or punching, you get a whole series of microfractures along that cut edge,” Finn explained, “and this is magnified when you are using high-strength steel.”
The laser doesn’t care how hard or soft a metal is. In laser cutting, a material’s thickness and reflectivity (for example, steel versus aluminum) are the primary variables. And as it turns out, the fiber laser can slice through HSS with little trouble. “The laser doesn’t care if a metal is 1,500, 980, or 560 MPa,” said Finn. “It just doesn’t care about strength factors.”
There was a time when some organizations didn’t allow laser cutting even to cut the blanks for prototyping, fearing that the heat-affected zone (HAZ) the laser produced on the part edge would cause formability problems. After some research, Caristan recalled, the industry found the opposite was true: The blanking die actually creates more problems with blank edges than the laser. And as the laser moves faster, the HAZ becomes less pronounced. Ever since, laser cutting has become a blanking process of choice for prototyping. Today sources hope the laser moves into the production space.
“[With the high-powered fiber laser] the HAZ is rarely more than two-tenths of a millimeter in depth from the [blank] edge, and that’s going to become less and less as the cutting speed increases,” Finn said.
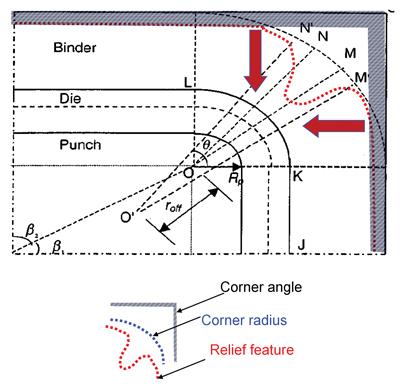
The laser easily can cut formability-aiding contours into blanks. Indeed, the laser prefers contours. To cut a corner, linear drives must slow the cutting head, stop it for an instant, and then start it again in the other direction, or pass up the corner and loop back around. To cut a curve, the laser head’s motion never stops (see Figure 2).
“Those curvilinear features allow a better flow of the metal,” Caristan said, which in turn reduces thinning.
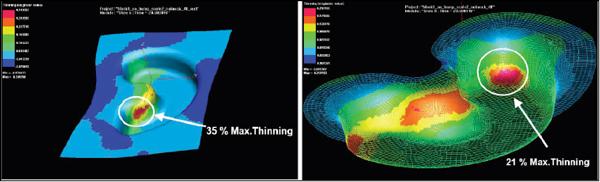
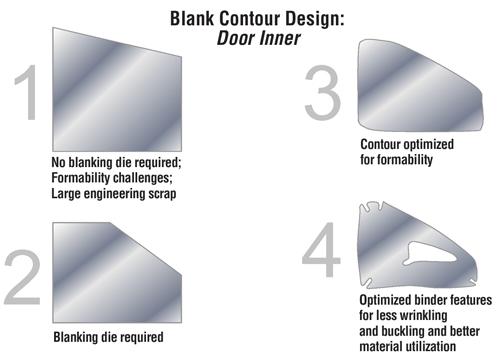
Several years ago research was conducted on this topic by Caristan along with Taylan Altan, Ph.D., and Serhat Kaya at Ohio State (see Figure 3, Figure 4, and Figure 5). As Caristan explained, the research showed that laser blanking may free forming die designers from the restrictions of the blanking die. No longer must a blank be a trapezoid or other simple, angular shape. It can now have relief contours specifically designed to make forming as easy as possible. Stampers may be able to overcome a forming problem not just by resizing a blank, altering angles slightly, or compensating with draw beads or other forming-die tricks, but by reshaping the blank with complex contours (see Figure 6). No draw beads also means lower-tonnage presses may be able to form the part.
Sources said they expect some of the first laser blanking lines to emerge within the next few years. One day Finn foresees production facilities with flexible blanking systems, using extraordinarily fast lasers feeding multiple forming lines. “You may see one laser blanking system feeding four or five different forming press lines,” he said. Such flexibility, he added, may be integral to the production stamping lines of the future.
Mass customization, here we come.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}