















National Laser Product Manager

Over the years fabricators have constantly pushed equipment-makers to improve laser cutting machinery, maintaining excitement and growing demand along the way. There were short-lived plateaus in the fervor, but machine builders have continually toiled away in their labs and test facilities, finding solutions to efficiency limitations shops uncovered as they pushed the limits.
Often those solutions came in the form of changes to the cutting head and the optics it housed. In fact, it’s probably fair to say these components have been the subject of more research and development than any other component of a laser cutting machine. Each of the major advances in head and optics design has been critical to laser cutting’s ongoing viability. To understand just how far we’ve come in this area, we have to look back at where we started.
CO2 laser machines first were used for prototyping, especially at large tool and die manufacturers, in the late 1980s. The then-groundbreaking technology allowed cutting, testing, and adjustment of parts without spending a lot of money on building a hard tool for big stamping presses.
By the mid-1990s, word had spread. Lasers were finding their way into more and more job shops, taking sheet metal processing work from turret punches. Though still slower than turrets, lasers could cut uncommon shapes without complex tooling combinations or nibbling, which left jagged, rough-looking edges.
As more companies added lasers to their shop floors, machinery manufacturers were pressured to add more efficiencies to their lasers. Initial advances took advantage of emerging computing power, most notably part nesting, which employed complex algorithms to examine the required cuts. Based on the material and its shape and size, the software optimized the processing of each sheet. New features like common-line cutting, mirroring part geometries, and cutting parts in parts (where parts are processed out of larger cutouts from other parts) allowed fabricators to get more parts from a sheet, maximizing sheet utilization. Laser cutting was more profitable than ever, and fabricators slow to adopt laser cutting were starting to get left behind.
During this early period of growth, laser heads operated with only one lens of a single focal length. The primitive design led to two of the primary frustrations with early laser manufacturing: adjusting focus and cleaning the lens. Both tasks were manual, difficult, and time-consuming, leaving the machine idle for large chunks of time. Machine suppliers knew that to improve overall performance and keep up with control advances, they had to turn their attention to beam delivery.
Machines with more than one focal length lens soon started hitting the market. The option to switch lenses made cutting a variety of materials faster and easier. But switching lenses was still cumbersome. The entire head needed to be removed; the lens assembly would then be taken out of the head and replaced by the new one; and the head was then put back on the machine, recentered, and refocused—all while the machine sat idle. For laser cutting to continue growing, the next generation of heads had to address lens handling.
Enter autofocusing. With advanced technology built into head construction, beam focus could now adjust to the material being cut without manual intervention. Autofocusing proved to be a game-changer. No longer did the operator have to adjust the focal point manually for maximum speed and good edge quality when changing from one material to another. A CO2 laser could seamlessly switch from cutting mild steel with oxygen to cutting stainless steel with nitrogen, adjusting its focal point for maximum speed and edge quality along the way. Autofocusing also improved accuracy by removing the room for error involved with manual handling.
Cartridge-style heads came next (see Figure 1). Cartridges made it easy to switch lenses without having to deconstruct the entire head. Lens changes used to take between 10 and 30 minutes, and by shortening changes to seconds, shops had a better way of working with a more diverse lineup of materials without sacrificing productivity.
By the mid-1990s lasers were becoming all the rage, but the craving for efficiency didn’t go away. Cartridge-style heads, autofocusing, and nesting all improved in-process speed, but now moving the material fast enough to keep up was the concern.
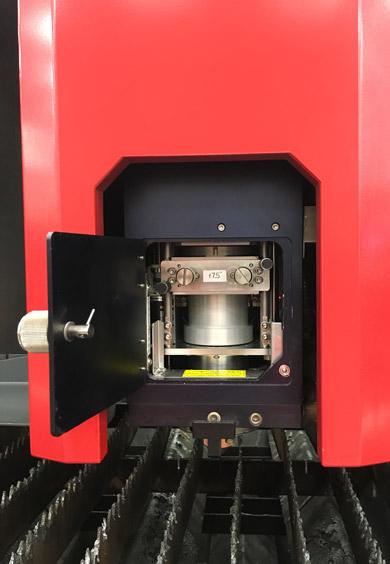
Figure 1
Cartridge-style laser heads helped shorten lens changeover time significantly.
The first automation was introduced in the form of pallet changers. This allowed the laser to cut on one pallet while, on the other, an operator unloaded processed parts and loaded raw material. This shortened the downtime in between sheets to approximately 30 seconds. Additional automation, like automatic load/unload systems and multishelf towers, started hitting the market around 1997 and reduced changeover time even more, relying less on the operator to be at the machine to remove parts and reload material.
Automated material handling along with more powerful controls allowed laser cutting efficiency to skyrocket. For shops big and small, it became more difficult to deny laser manufacturing its place on the floor.
With productivity demands rising, machine builders needed to devise a way to change focal lengths and beam size in production environments. They came up with two solutions: systems that physically swapped heads with different lenses, and the introduction of adaptive optics. Adaptive optics worked by relaxing or squeezing an optic, allowing the machine to change the spot size of the beam, therefore changing its focus.
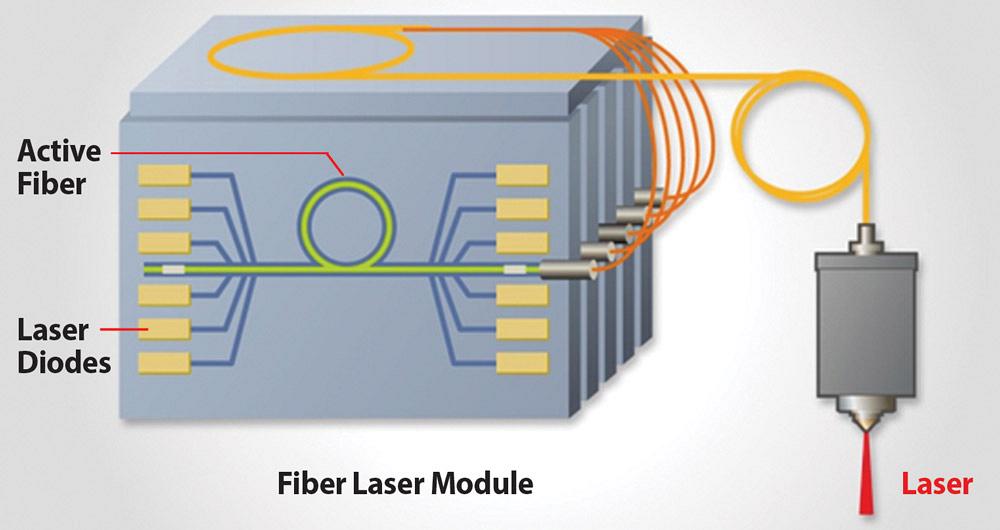
Fiber lasers fundamentally changed the way we thought about everything in laser cutting. CO2 machines use a gas mixture, tapping the amplification properties of the gas molecules and a series of lenses to direct the light (see Figure 2). Light from fiber machines is generated in a bank of diodes and travels through fiber-optic cable, similar to cables used for data transfer. This special fiber, shown in green in Figure 3, amplifies the beam before sending the beam through the delivery fiber to the laser cutting head.
The fiber laser also introduced fabricators to a new beam wavelength (the actual lengths of the light waves in the beam, not to be confused with the beam diameter, its shape, or power density). The fiber laser’s 1-micron beam wavelength increased absorption in certain metals and, hence, increased the range of materials that could be processed, including copper and brass.
By reducing several optics to one, not only are moving parts removed—almost always a good thing in manufacturing—but the cleaning and replacement that went along with those parts were eliminated. Fiber also provided dramatic energy savings, an attractive feature to any shop. A typical CO2 has a wall plug efficiency rating of around 10 percent compared to fiber lasers at about 35 percent. In other words, of all the power a fiber laser consumed, 35 percent of it went into the cut.
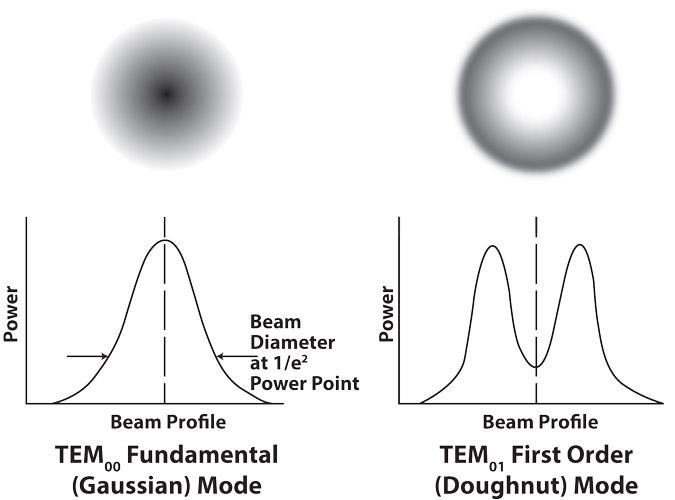
Fiber machines also featured TEM00 mode. TEM, or transverse electromagnetic, mode is the power density profile. TEM00, or Gaussian mode, has high energy density in the center. TEM01, or doughnut mode, had higher energy density around the beam perimeter, which in turn helps the laser cut thick material more efficiently (see Figure 4).
The fiber machines’ TEM00 mode made them much faster in thin materials than CO2 due to the increased power density at the focal point, but this also made thick-material work difficult. CO2 system builders answered by adding a TEM01 mode. The TEM01 mode was much better in thick materials and produced a very good edge quality. However, this mode was not the best mode for high-speed cutting in thin materials. This made CO2 more effective than fiber in thick materials, but it also sacrificed feed rates on thinner materials.
The laser cutting industry was again at a crossroads, in search of a laser that balanced the thick-sheet power of CO2 and the thin-sheet speed of fiber. Engineers turned their attention to the head design and optics for an answer. They found a way to change the shape of the mode. This seemed to be the answer. Some fiber laser systems now had the best of both worlds—performing at speeds for maximum production in thin materials and the ability to cut thick material like a high-powered CO2.
The first fiber lasers had a significant jump on their CO2 counterparts with cartridge-style head designs and autofocus. Still, as power increased, shops found that they were going through fiber lenses at a much higher rate.
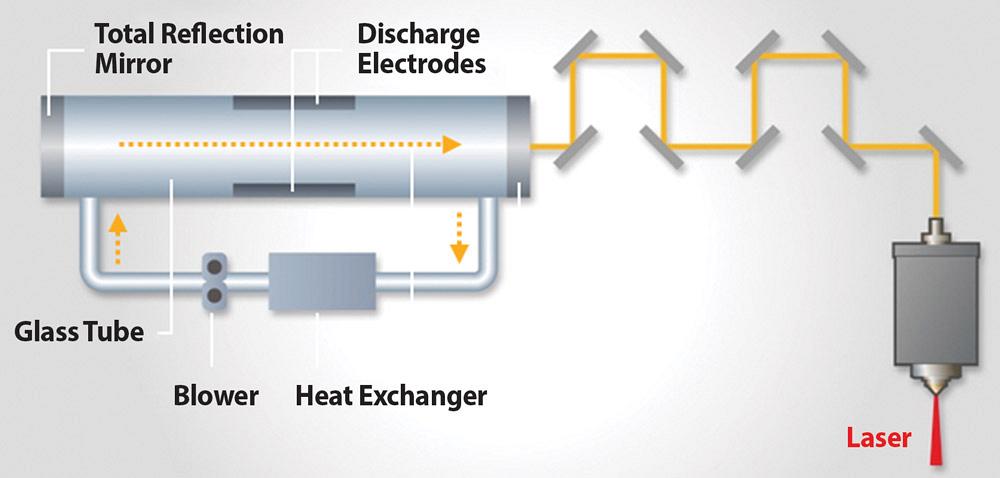
Figure 2
CO2 machines tap the amplification properties of the gas molecules and a series of lenses to direct the light.
That brings us to today and the way the newest heads and optics work together to address key challenges. Fiber lasers now are available with fully enclosed heads to protect lenses from contamination. Enclosed heads make its inner workings difficult to access, but, because of the technology that OEMs are now able to build into the head itself, operators don’t really need to get into the head. The latest heads all but eliminate lens maintenance. Some fully enclosed and automated heads are able to change beam size and focus without any hands-on operator intervention.
Certain machines can even change the shape of the beam, alternating between TEM00 and TEM01 on-the-fly (see Figure 5). This allows fabricators to process just about any material of just about any thickness on a single fiber laser without having to change or clean the optics.
Throughout the history of laser cutting, the head and its optics have helped overcome some of the biggest road blocks to growth in the industry. The next big question: Will fully automatic, fully enclosed fiber head design make CO2 lasers obsolete? And if so, when will that day arrive? My, how far we’ve come.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}