















High-powered lasers take a bite out of plate
How wattage, mode, and assist gas work together

The "more is better" mentality has been ingrained into the American culture for many years now. Sometimes this is not a good thing. However, as it relates to laser cutting, the "more is better" mentality has proven to be a success.
Since 1958, when Arthur Schawlow and Charles Townes first applied for their patent in which they outlined the working principles of lasers, the penchant to do more and more with laser technology has not waned. Faster processing, higher power, and simply more capability have been the core principles that drive this ever-growing technology.
Laser Applications and Assist Gases
Numerous laser types, such as solid-state, semiconductor, liquid, free electron, and CO2, are available for different applications. CO2 lasers have continuous-wave properties that make them suitable for most cutting applications.
CO2 lasers generate a laser beam from a gas mixture of nitrogen, helium, and CO2 (some also require the addition of carbon monoxide). The laser beam created typically is used to cut mild steels, stainless steels, galvanized material, and aluminum. It also can cut exotic metals such as bronze and titanium, and even nonmetals such as wood.
Assist gases, such as oxygen, nitrogen, and shop air, help the laser beam cut specific materials. Oxygen typically is used to cut mild steels. It reacts with the carbon in the material to help the burning and vaporization process (exothermic reaction). Nitrogen typically is used to cut stainless steels and aluminum. This inert gas does not react with the material being processed, so it is used to help remove molten material by blowing it through the cut area, or kerf (endothermic reaction).
Cutting with oxygen creates an oxidized edge on the material that often must be removed before powder coating or welding. But while nitrogen produces a more aesthetically pleasing cut edge, it costs more than oxygen. In addition, oxygen can cut thicker materials than nitrogen can, and lower volumes are required for cutting than are needed for cutting with nitrogen.
Evolution of High-powered Lasers
In the early years of laser cutting, 500 to 1,000 watts was considered high power. Heavy plate was 14 inch thick, and on a good day, it could be laser-cut with an acceptable edge quality. Nitrogen was available for use, but the insufficient power did not allow it to cut very fast, nor could it cut material as thick as oxygen could.
Now it is common for lasers to have power levels of 4,000 W and higher. This growth in power has given many new opportunities to the world of laser cutting, such as processing plate materials thicker than 1 in.
The increase in power also has affected assist gas usage. Nitrogen is being used more commonly for cutting, and the use of shop air also is expanding, improving speeds and efficiencies even further.
High-powered laser machines are no more complicated to program and set up than low-power lasers. Quick setups help meet the market demand for a quick turnaround on small lot sizes.
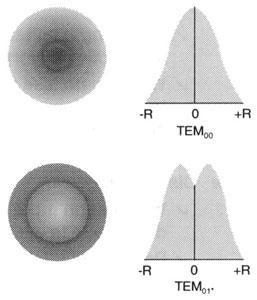
Figure 1 A mode is defined by a transverse electromagnetic mode (TEM) value, which identifies the cross-sectional shape of a laser beam.
Understanding High-power Modes
Not all high-powered lasers are the same. How the power is used is partially defined by the shape of the laser beam itself, or mode. The mode determines if a laser is best-suited for cutting thin material very fast or if it is most effective for cutting thick material. The mode can be shaped to do both.
One long-standing misconception is that the more power the laser provides, the faster it cuts all materials. However, this is not necessarily the case. In fact, too much power with the wrong mode can cause slower cutting in certain materials.
A mode is defined by a transverse electromagnetic mode (TEM) value, which identifies the cross-sectional shape of a laser beam. A perfect beam shape is called a TEM00. This shape is known as a bell-shaped, or Gaussian, curve (see Figure 1).
At a TEM00 value, the power density or wattage per square inch is increased at the point of focus. The closer the shape of the beam is to this value, the better it is for cutting thin material at high speed. This is because all of the power is focused at one point, creating a small kerf with a high power density, which allows the laser to vaporize the material quickly.
The advantage of this mode is that high speeds can be achieved in sheet metal with lower power from the resonator than can be achieved with a wide kerf. When the beam is focused at the work surface, the concentration of the available power is enough to perform the necessary vaporization process to boost cutting speeds.
The potential disadvantage of TEM00 can be seen when cutting thick mild steel plate. The cutting process typically produces an exothermic reaction, so it relies on oxygen entering the kerf and assisting the burning process. However, if the kerf is too narrow, the oxygen cannot properly enter into the cut path. The result can be a burred finish, slag on the bottom of the part, or the part actually welds itself to the skeleton. The cut can be made successfully, however, by slowing the cutting speed and giving the assist gas more time to enter the cut area.
The TEM01 mode is more suitable than TEM00 for cutting thick plate and some other applications. It allows for a wider kerf opening because the power is more widely distributed at the point of focus. This lets more oxygen enter the cut area and assist the burning process, enabling a good cut all the way through the material.
While using this mode with high power improves the overall cutting process for the full range of material from thin to thick, it does lose some of the vaporization qualities associated with the TEM00 mode. Hence, the cut speeds in sheet metal are not as fast as with the TEM00 mode.
Cutting With High Power
High power plays an important role in increasing cut stability and consistency when cutting good-quality, thick mild steel with oxygen. However, every application likely will not require the use of all 4,000 W.
During mild steel cutting, mode structure and the oxygen assist gas have a lot of influence on the power requirements. For example, 1-in. plate on a 4,000-W machine may require only 2,800 W to get the best cut possible. Or a 6,000-W laser may need to use only 4,000 W. The point is that higher power opens the window for cutting applications to become thicker and faster as needed.

Figure 2 High-power lasers can cut even 3/4 inch- and 1-in. thick stainless steels with good edge quality.
With stainless steel, however, the story is different: Power is everything, or at least it is much more valuable. The reason is that the cutting process relies entirely on the laser's ability to power through and melt the material. The more power, the more effectively the laser will melt the stainless steel. Nitrogen assist gas is used at high pressure to then blow the molten metal through the kerf area before it can solidify. Therefore, the more power the laser has, the thicker the stainless steel it can cut.
Beyond the Cutting
High power doesn't just end with cutting. It can be a means to improving entire processes, by reducing operations and non-value-added time.
Laser Safety
While a CO2 laser can cut many materials, the user should always have the material safety data sheet (MSDS) for the material being processed on hand to be aware of potential hazardous fumes generated by the vaporized material. Also, the proper fume extraction must be in place to assist with the removal of dust and smoke.
For example, piercing has been reduced to seconds and even fractions of a second with the growth of resonator power.
The laser's ability to cut thicker material than previously and still maintain high accuracy has allowed some companies to save time by laser cutting parts that historically have been machined. And even if machining still is required to achieve the tolerances specified, the laser can cut the part to within thousandths of an inch before it is machined to its final dimensions.
High-powered lasers also have improved the accuracy and edge quality of thick materials and reduced the need for secondary operations alternative processing methods sometimes require.
Continuous power increases have helped improve the ability of CO2 lasers to cut thick mild steels, stainless steels, and aluminum. Laser cutting material thicker than 1 in. now is a reality. Stainless steels of 3/4 in. and 1 in. are being laser-cut with good edge quality (see Figure 2). And all of this is being done with reduced lead-times.
As power continues to increase, overall process times continue to decrease. Faster processing is a result not only of faster speeds, but also because the number of additional operations can be reduced. The combination of speed and accuracy makes this technology appealing to many manufacturers in today's competitive market. Ultimately, this means that when used in the proper applications, high-powered lasers can help fabricators make parts for less.
Jason Hillenbrand is laser product manager with Amada America Inc.
About the Author
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




