















Contributing Writer
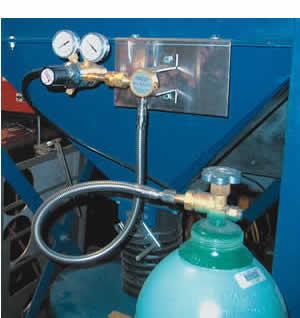 |
| The Laser Station regulator can be mounted to a secured surface to eliminate movement and potential leakage at the tubing connection. |
Such multilevel capabilities enable a customer to reduce the number of vendors it needs, thereby lowering handling and administration costs. At the same time, competitive pressure among job shops has forced the hourly billable rate for laser processing to drop, in turn reducing job shops' profits.
Drill-A-Matic, White Bear Township, Minn., is such a job shop. The company provides laser processing and other services, including final assembly. Gary Bierbrauer, production manager, noticed a decrease in the performance of the company's Amada LC1212, which adversely affected the company's bottom-line profitability in terms of cost per part. The symptoms were reduced speed and quality of the cuts, a phenomenon that has been documented extensively in studies by industry experts.
Herrit and Scatena observed that excessive optic heat absorption caused by deposited contaminants reduces power output and distorts beam quality.1 Albright and Khakhalev identified hydrocarbon deposits from gas impurities as the contaminant that causes optic absorption, thereby reducing power output.2 Grunhlke and Langhorn cited that this same thermal distortion causes the beam spot size to increase.3 As the spot size increases, the same output power is distributed over a larger area, reducing the effective power density (W/cm2) of the beam, in turn leading to reduced speed and cut quality as observed by Bierbrauer at Drill-A-Matic.
To diagnose the problem, the job shop called the laser manufacturer, whose technician noted a drop in the power calibration coefficient of the resonator. This parameter is a measure of resonator power efficiency expressed as the power output divided by the incoming power supply input.
The technician's initial diagnosis was that the resonator gas mix was causing the problem. The gas specifications called for a 99.99 percent pure mix of 55 percent nitrogen (N2), 40 percent helium (He), and 5 percent carbon dioxide (CO2). Maximum trace impurities of moisture and hydrocarbons (CxH2x+2) were 5 parts per million (PPM) and 1 PPM, respectively. Drill-A-Matic then tried three different gas suppliers, but the problems continued. This step eliminated the gas mix as the source of the problem.
The company then turned to John Roznick, a laser specialist for Praxair Inc., to troubleshoot the problem. He deduced that each gas provider had met the minimum gas specifications. At the heart of the decreased performance, Roznick determined, was contamination.
"I believe you are contaminating the gas once it leaves the bottle and enters the regulator and hose," noted Roznick in his evaluation to Drill-A-Matic.
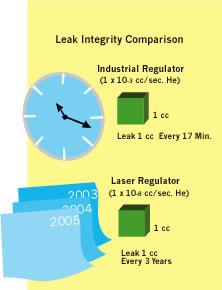
The job shop had been using a standard industrial regulator with a rubber diaphragm. The diaphragm was determined to be a source of hydrocarbons. The regulator also had a helium leak rate of approximately 1 x10-3 cubic centimeters per second (cc/sec.). It is recommended that a laser regulator maintain a minimum leak rate of 1 x10-8 cc/sec. (see Figure 1).
Not only was the diaphragm a source of hydrocarbon impurities, but it also permeated approximately 3.6 cm3 per hour into the gas stream. The actual amount varied depending on the concentration of moisture in the air on any given day. It was concluded that the amount of moisture contaminating the resonator far exceeded the minimum requirement of 5 PPM.
Roznick recommended that Drill-A-Matic replace the industrial regulator with CONCOA's Laser Station model 625 series regulator. He also recommended that the job shop replace the polymer-based tubing with diffusion-resistant stainless steel (see Figure 2).
After the industrial regulator was replaced, the resonator responded immediately. The quality of the beam improved, and the power efficiency, as rated by the power calibration coefficient, returned to acceptable levels. The change directly improved productivity and energy efficiency, which are significant costs in the cost-per-part analysis.
Amada America Inc., 7025 Firestone Blvd., Buena Park, CA 90621, 800-626-6612, www.amada.com.
Controls Corp. of America (CONCOA), 1501 Harpers Road, Virginia Beach, VA 23454, 800-225-0473, fax 757-422-3125, richard.green@concoa.com, www.concoa.com.
Drill-A-Matic, 4099 White Bear Parkway, White Bear Township, MN 55110, 651-426-9613.
Praxair Inc., 39 Old Ridgebury Road, Danbury, CT 06810, 800-PRAXAIR, www.praxair.com.
CONCOA greatly appreciates the contribution of John Roznick, productivity specialist, Praxair Inc., for his role in identifying the cause and solution to Drill-A-Matic's laser productivity concerns.
Notes
1. D. Scatena and G. Herrit, "How to Avoid Contamination Problems in CO2 Laser Optics," Laser Focus World, Vol. 26, No. 12 (1990), pp. 117-126.
2. C.E. Albright and A. Khakhalev, "The Influence of Laser Cavity Gaseous Impurities on the Performance of an Industrial CO2 Laser," Journal of Laser Applications, Vol. 8 (1996), pp. 275-283.
3. C. Langhorn and R. Grunhlke, "How to Reduce Thermal Focusing in High Power Laser Optics," Laser Focus World, Vol. 29, No. 2 (1991), pp. 75-85.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}