
















Senior Editor

Laser cutting has come a long way in metal fabrication, from the lab in the 1970s to a smattering of operations in the 1980s to wildfire growth in the 1990s and 2000s. Many of the latest machines offer jaw-dropping speeds both during and between cuts.
Still, parts emerging from even the latest and greatest profiling equipment can cause major problems in forming, welding, and assembly, and it has nothing to do with the laser machine itself. It’s the material. As the laser beam slices a smooth, nearly burr-free edge, stresses within the material cause it to bow—sometimes dramatically (see Figure 1).
As Bob Sipp, director of sales and marketing at Leveltek International LLC, a maker of stretch leveling equipment in Benwood, W.Va., described, it has to do with how the metal’s grains are affected by the rolling processes before the metal reaches the fab shop floor. “The grains are like kids sitting in the backseat on vacation,” he said. “When you separate them, everything is peaceful. When they start climbing on top of each other, like these grains do, there is no peace.” When those same grains are aligned in an orderly fashion, they equalize and stay at rest during and after laser cutting.
According to a white paper published by leveling equipment maker Red Bud Industries, Red Bud, Ill. (see Figure 2), “All too often, material that appears to be flat doesn’t stay that way. Today, we understand that this is primarily due to the existence of randomly trapped internal stresses. While a flat piece of material may appear to be relaxed and at rest, in reality there is often a tug of war of epic proportions being waged right before our eyes.”
Shape defects in coils fall into three general categories. Surface-to-surface differential defects occur when the sheet’s top surface area differs from its bottom surface area. Coil set and crossbow fall into this category. The second broad defect category, edge-to-edge length differential, occurs when the coil edge length differs from the material length in the center of the coil width. This problem can reveal itself as camber (curved edges), edge waves, buckles, and twists.
The third category is surface-to-surface thickness differential. Resulting from the rolling mill process, the material crowns, becoming thicker in the middle of the coil sheet width and thinner along the edges.
Say a laser cuts A36 carbon steel into long strips or large-diameter rings—two shapes in which material bowing can be particularly evident (see Figure 3). The material is cut, and the parts emerging from the nest noticeably bow upward. What happened?
Numerous stages in metalmaking open the door for unequal stress. “When steel is made, it goes through a process of extreme heat and then is cooled by a water quench to draw it back to a given yield and tensile range,” said Brownie Cox, senior sales adviser at The Bradbury Co., Moundridge, Kan. “The action of this rapid change leaves stresses throughout the steel in all directions of axis—longitudinal, transverse, and diagonal.”
Fabricators want metal free of memory from previous processing. But there’s a bit of a terminology confusion, Cox said. “For many years we have believed that leveling reduces or eliminates stress. However, the act of leveling is not to eliminate this stress but to equalize it. If the amount of positive stress on the top of the sheet is equal to the opposing negative stress on the bottom, a canceling effect takes place, and the material will stay flat.”
“It’s like a sandwich, two pieces of bread top and bottom, with meat in the middle,” Sipp said. “The meat is in the neutral zone; that’s where you have all of the grains interfering with each other, and that’s where the memory is. So when the laser comes in and cuts the metal surface, it’s like opening a soda can.” Just as the gas energy escapes after cracking open a soda can, so does the energy from the metal’s memory within the sheet or plate thickness after being cut—hence the bowing.

Figure 1
Stresses released during the laser cutting of carbon steel
plate cause significant bowing.
Photo courtesy of Leveltek
International LLC.
“Laser cutting heads, in order to be accurate and effective in cutting the metal, have to be very close to the surface of the metal,” Sipp added. If pieces begin to bow after being cut, problems arise. “This can tear a laser head off the machine. That alone is an expensive repair, but even worse, it shuts the line down.”
Among the common profiling processes like stamping, punching, and plasma cutting, the laser remains a new kid on the block. “Up until somewhat recently, there just weren’t that many lasers in the scheme of things,” Sipp said. Lasers are everywhere now, of course, and that has brought the issue of material flatness to the forefront. “The requirements are extremely fussy because those lasers have to sit so close to the surface during cutting.”
In general, there are four ways to flatten sheet and plate. In roller leveling, the material is bent through a series of rollers, moving from heavy penetration at the entry and feathering out near the end, at which point the distance between the top and bottom contact rollers equals the material thickness. “This ratio, from entry to exit, is critical to the proper equalization of stress,” Cox said.
Temper rolling requires a large cold-reduction rolling that reduces the material thickness slightly. The process can be used in conjunction with a precision roller leveler, addressing the crossbow to ensure the metal remains flat.
In tension leveling, large-diameter bridle rolls at the material exit rotate slightly faster than the work rolls behind it, pulling the strip from the source coil under very high tension. For the process to remain cost-effective, bridle rollers can be only so large, so they’ve mainly been limited to leveling thin gauges. On the other hand, the process also can work at a very high speed.
Finally, stretch leveling holds the material between two strong clamps that stretch the material lengthwise beyond the material’s yield strength (see Figure 4).
Red Bud’s white paper explained it this way (see Figure 5): “An in-line stretch leveler consists of a pair of entry and exit frames. These frames are adjustable relative to the desired stretch length. When required, each frame grips the material across its width. Large hydraulic cylinders connect the two frames. When pressurized, these cylinders push the frames away from one another. The pressure exerted by the cylinders exceeds the collective yield of the material, and the strip is subsequently stretched in the direction of travel.”
The stretch leveling process itself does not contact the material with rollers. “You’re contacting less than 3 percent of the total surface area of the coiled metal,” Sipp said.
Stretch leveling effectively removes waves and buckles by equalizing lengths across the width of the coil—that is, those edge-to-edge differential defects. As Sipp explained, to remove crossbow in high-strength materials, the line can have a precision roller leveler or a backed-up flattener before the stretch leveling machine.
Roller leveling is the most common leveling process. The rolls penetrate into the material thickness, and operators at the service center must ensure they’re clean and set as they should be. Most material penetration should occur on entry, while the rolls should be set at the material thickness upon exit.
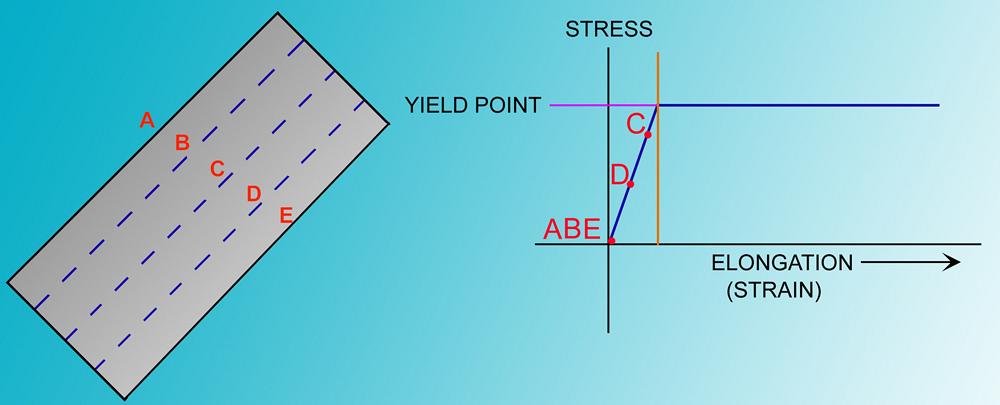
Figure 2
Although material may appear flat, and at rest, portions of the strip are hung up on the stress-strain curve and are actually under tension. Image courtesy of Red Bud Industries.
Uneven pressure in roller leveler setup can lead to flatness problems. “Older leveler systems have slack in the adjustable jackscrews,” said Cox, “which can cause uneven pressure. That’s why newer systems have safeguards in place to ensure that this doesn’t occur.”
Cox added that roller leveling also has what’s called roll wrap differential. At the leveler entrance, the metal takes a curved path between the deep-penetrating rolls. That path is longer than the straight path the metal takes passing between the exit rolls. This creates a pushing effect. Because all rolls rotate at the same speed, the initial rolls force the metal through the shorter, straight path at the exit rolls. In some circumstances, this pushing effect can lead to problems such as edge wave and center buckle.
When it comes to flattening metal for laser cutting, such pulling seems to have its merits. “Think of an elastic bandage,” Cox said. “Push it hard and all you get are wrinkles. But a gentle pull will produce a flat, straight bandage.”
Some advanced roller leveler machines have independently driven exit rolls that rotate faster than the rolls near the entry of the machine. “Pulling action from the exit rolls concentrates tension at the point of plasticization,” Cox said.
In stretch leveling, the material is stretched beyond its yield strength. As Sipp described, “It separates the kids in the backseat.” The grains’ stresses are no longer “climbing all over each other” but instead are aligned.
The size of stretch levelers varies widely, depending on the floor space at a service center, but according to Sipp, the average machine has about 50 feet between grips, meaning it can level 50 ft. of strip at a time. Each grip engages the material with up to 3,000 tons of force. During the stretch cycle, the material transitions to the plastic stage, which erases the memory induced by the rolling mill process.
At most sheet metal job shops and contract fabricators, material remains one of the largest item on the balance sheet. According to the 2013 Financial Ratios & Operational Benchmarking Survey, published by the Fabricators & Manufacturers Association International, average direct material expenses accounted for 36 percent of sales. For comparison, the direct labor average was less than 14 percent, and indirect labor was less than 9 percent. For most fabricators, raw material costs significantly more than people.
So it’s no surprise that purchasing managers aim to get the best material they can for the lowest cost. Like any business decision, managers weigh the costs and benefits. Cox said he recommends fabricators ask service centers several questions: First, what type of leveler process do you use, and how old is the equipment? Second, do you sell to other laser users? Ask for references. And third, ask for samples to cut on the laser.
The first question gives a fabricator a sense of the technology in use and its age. “Newer systems have recipe screens where the operator simply enters the thickness, width, and grade of the material, and the leveler will set itself up,” Cox said.
As the manufacturing world pushes for more precision, measuring flatness can be critical, described using I-units that measure the height and intervals between the off-flat peaks in a certain length of sheet. According to Sipp, many manufacturers now use sophisticated, laser-based measuring systems to determine flatness of sheets and cut parts, methods much more accurate than placing a part on a concrete floor.

Figure 3
This 52- by 2-in. ring cut out of 60-in.-wide, 0.25-in.-thick sheet remained flat after cutting. If the material weren’t leveled properly, freeing it from the memory of early processing at the mill and service center, this ring would have shown significant bowing. Photo courtesy of The Bradbury Co.
“The eye can’t measure the degree of accuracy the world now demands,” he said.
These demands are becoming more critical with higher-strength materials entering the market. “High-strength steel will be an end to some of the older levelers that were designed long before these higher yields were created,” Cox said. “Newer designs use higher forces, which require larger machine frames to contain the force.”
Ultimately, the last question—whether a shop can try out a service center’s material on its laser—is perhaps the most important. When it comes to leveling, the proof is in the result. If the laser cuts cleanly and consistently produces parts that remain flat after cutting, the service center is probably doing something right.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}