















Making sense of metal cutting technologies
Oxyfuel, plasma, laser, waterjet—all have their place in today's shop

It's the question heard 'round the metal fabricating world: What metal cutting technology makes the most sense?
Unfortunately, the answer to the question cannot be covered in one simple statement. The answer depends on the metal being cut, the metal thickness, how the customer defines a quality cut, and how fast the job has to be accomplished.
With so many variables, what's a metal fabricating shop manager to do when he is seeking out an honest comparison of the technologies? Machine tool manufacturers realize the confusion that may confront fabricators, and that's why a direct comparison of the metal cutting technologies makes so much sense. Same parts, same cost scenarios, and different results—all meant to give metal fabricators a much clearer view.
Rules for the Comparison
CLICK ON IMAGE FOR LARGER VIEW
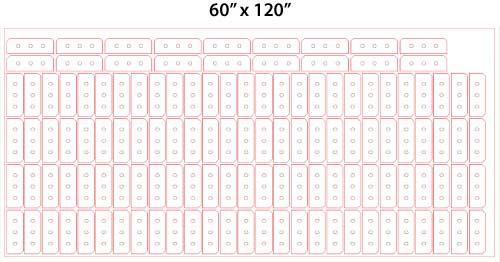
Figure 1
Part A fits snugly on a 60- by 120-inch sheet.
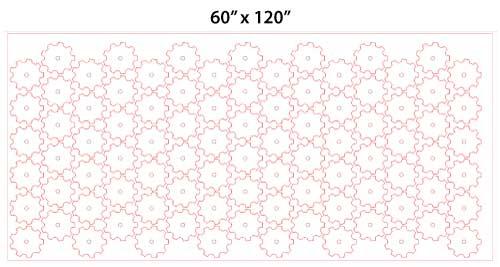
Two parts were selected for the metal cutting comparison. Part A (see Figure 1) was a rectangular plate with three internal holes. Part B (see Figure 2) was a sprocket part with one internal hole.
Both parts were cut from mild steel and aluminum at varying thicknesses: 16 gauge (0.060 in.), 1/2 in., and 1 in.
For the basis of this comparison, operating costs included consumables, gas, electricity, and planned maintenance. Labor costs were not included because wages differ dramatically across the U.S.
Capital costs were broken down in two different scenarios: a two-year lease at 2,000 operating hours per year, which covers a one-shift operation, and a six-year lease at 6,000 hours per year, which covers a three-shift, 24-hour-per-day schedule. Both leases were calculated with 8 percent interest.
Technologies Used in the Comparison
CLICK ON IMAGE FOR LARGER VIEW
Figure 2
Part B calls for much more precise cuts across the 60- by 120-inch sheet.
Oxyfuel, plasma, laser, and waterjet cutting technologies were used in this metal cutting comparison.
Oxyfuel Cutting. In this method of metal cutting, a torch is used to heat metal to kindling temperature. The stream of oxygen that is trained on the metal reacts with the metal in a chemical process, oxidizing the steel and blowing it away to form the cut. Heat is actually a byproduct of the process.
Oxyfuel cutting is primarily used for cutting mild steel in thicknesses from 3/8 in. to 12 in. The technology is not considered practical for aluminum or stainless steel, but can be used for titanium.
The technology has a very large heat-affected zone when compared to the other metal cutting technologies and is not as accurate, typically ± 0.0625 to ±0.125 in., although careful process control can result in much tighter tolerance parameters.
CLICK ON IMAGE FOR LARGER VIEW
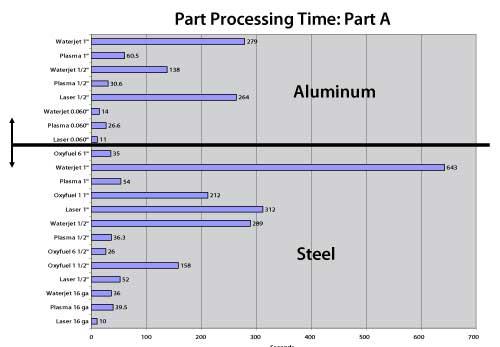
Figure 3
By employing six cutting heads, oxyfuel cutting dramatically improves its part production efficiency. Instead of producing one part in 212 seconds, six parts can be produced in the same time. (Oxyfuel 6 in the figure represents an oxyfuel system with six cutting torches.)
The technology has improved greatly in recent years with technical advancements. High-speed torches have resulted in cutting speeds that are 20 percent faster the previous generations'. Height-sensing probes and CNC gas regulation keep oxyfuel cutting operations running efficiently.
Oxyfuel cutting has a very low capital cost—about $125,000 for a single-head machine—and the price to add multiple cutting heads—as many as eight—is not that much greater than the cost of a single-head machine. Also, automation technology can be added to allow for unattended, multitorch operation.
Plasma Cutting. When a gas is heated to an extremely high temperature, it ionizes. At this point, the electrically conductive, ionized gas can be called plasma.
When a high-velocity jet of plasma is delivered to a metal workpiece, an electrical arc is delivered with it. The heat of the arc melts the metal to be cut, and the stream of ionized gas blows the molten metal away.
For the sake of this comparison, high-density plasma systems, also known as high-definition systems, were used. This technology produces a much better cut on metal because the latest nozzle technology dramatically constricts the arc to deliver much more energy density.
CLICK ON IMAGE FOR LARGER VIEW
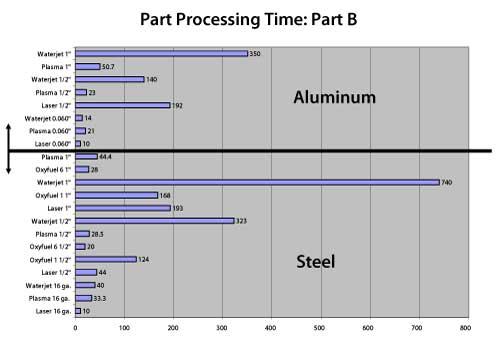
Figure 4
The laser cutting machine needed less time to process Part B when compared with the processing time for Part A.
Plasma cutting can yield a variety of cutting speeds and quality, depending on the material to be cut, the material thickness, the quality of the cut desired, and the cutting speed required. The ability to dial in the machine's amperage, from 30 to 260, allows for this flexibility.
A simple rule of thumb: The more power you throw at it, the faster you will plasma-cut the metal. Cutting speeds are less affected by material thickness than other processes. In fact, plasma cutting is effective for aluminum, particularly thick aluminum.
Because plasma cutting is not as precise as other metal cutting technologies, it may not be able to deliver a series of functional holes. The wider kerf width affects part definition. That's why the technology is often paired with punching tooling. However, high-density plasma cutting can yield tolerances of ±0.010 in. to ±0.015 in. in closely monitored processes.
Plasma cutting machines that can deliver many of these benefits cost anywhere from $150,000 to $300,000 per machine. Automated material handling is available for these plasma cutting machines as well.
CLICK ON IMAGE FOR LARGER VIEW
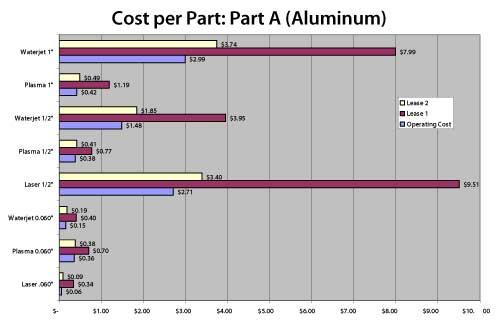
Figure 5
The two-year lease option, identified as Lease No. 1, makes waterjet and laser cutting noncompetitive choices for cutting thick versions of Part A in aluminum.
Laser Cutting. A laser resonator emits a low-divergence beam of light with a well-defined wavelength that, when focused to a small spot, is capable of cutting metal. Most laser cutting machines found in metal fabricating shops are powered by a CO2 resonator and range in power from 1.5 kW to 6 kW.
At one time lasers were limited to cutting thin sheet metal. However, because of the emergence of more powerful laser resonators, lasers commonly are used now to cut much thicker steels, usually up to 1.5 in. The 4-kW laser cutting machine used for this comparison had little trouble cutting the steel and aluminum parts, except for one. The machine couldn't process the 1-in. aluminum because of its higher reflectivity, especially compared to the thinner 5000 or 6000 series aluminum.
Laser cutting machines are popular choices in fabricating shops because they can move from one metal to another fairly quickly and can handle various thicknesses with a simple change in focus setting. The lasers also have a very small heat-affected zone because the laser can be focused very tightly.
CLICK ON IMAGE FOR LARGER VIEW
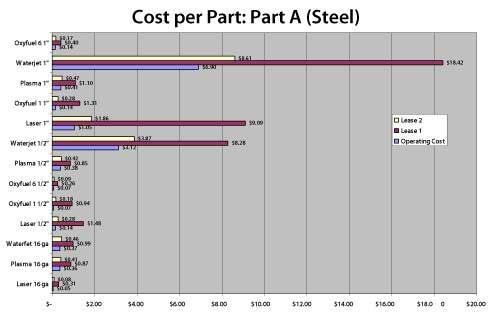
Figure 6
Operating costs for laser and oxyfuel cutting are low for cutting Part A in steel.
Laser cutting control technology has improved, making management of the cutting process much simpler. Cutting heads adjust to maintain consistent height while cutting. Focus changes automatically when new material is introduced. A constant beam length is maintained on some machines with flying optics, helping to deliver consistent cutting performances. Assist gas delivery is adjusted as the laser moves to the next pallet. Most systems come with basic pallet changers, allowing operators to stage the next sheet while cutting continues on another sheet.
Laser cutting machines are very flexible fabricating tools and capable of delivering cuts at very high tolerances, but they are also very complex devices. That results in prices for the machines anywhere from $400,000 to more than $1 million. With that type of price tag, not too many fabricating shops would be looking at a two-year lease.
Waterjet Cutting. Just call it rapid erosion. Waterjet cutting relies on a high-pressure water pump to push water through a nozzle where the water is mixed with an abrasive, such as garnet or aluminum oxide. The combination of the jet of high-speed water and abrasives erodes the material at which the nozzle is aimed.
CLICK ON IMAGE FOR LARGER VIEW
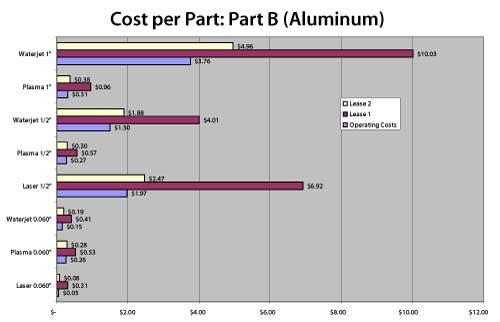
Figure 7
The metal cutting technologies are very competitive when it comes to cost per part of 16-ga. aluminum.
Waterjet cutting makes sense for those shops that want to cut a variety of substances, not just metals. Waterjets can be used to cut material as diverse as glass and rubber.
When it comes to metals, waterjet cutting is popular because it produces a cut with no heat-affected zone. The material is not distorted around the cut, so a very good surface finish is the end result.
A waterjet cutting machine can cut thin sheet metal easily and up to 12 in. thick, if necessary. Obviously, as the waterjet cuts thicker material, tolerances drop while cutting times increase.
The ability to make precise cuts is another attractive benefit of waterjet cutting. Fabricators can cut small parts with a tolerance ± 0.001 in. or better and large parts with a tolerance of ±0.003 in. to ±0.005 in.
The waterjet pump is at the heart of the cutting system. Basically, the more a fabricator can increase the waterjet pressure, the faster the cut can be made. Smaller direct-drive pumps are about 90 percent efficient and can produce up to 55,000 PSI. Larger intensifier pumps are about 60 percent efficient and can produce up to 87,000 PSI.
Advancements in pumps and other areas, such as technology that allows a waterjet nozzle to adjust automatically during cutting for greater part accuracy, have helped to make waterjet cutting a much more competitive metal cutting technology. Multiple waterjet cutting heads and automated material staging help to make it even more competitive.
Standard systems range in price from $60,000 to $300,000.
Time to Compare
CLICK ON IMAGE FOR LARGER VIEW
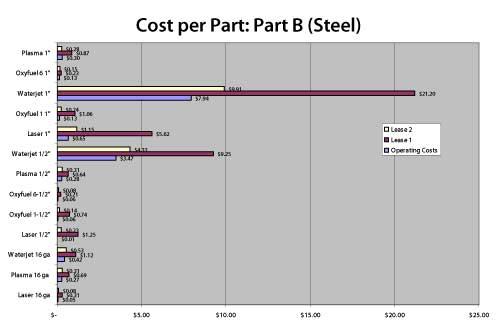
Figure 8
Operating costs for many of these technologies are not as much as one might originally think.
Before cutting comparisons took place, all parties agreed on two basic truths:
1. Deciding on a metal cutting process comes down to cost per part and quality of the cut part.
2. The customer is going to be the judge of part quality.
With that in mind, the participants involved in the comparison agreed that, depending on the drive system, lasers and waterjets delivered the highest degree of part accuracy. Plasma cutting systems were next, and oxyfuel cutting was accurate enough for many applications.
When it came to part processing time for Part A, lasers proved to be the fastest when it came to cutting thin-gauge aluminum and steel (seeFigure 3). Plasma was very competitive across both aluminum and steel and the various thicknesses. Waterjet proved its worth in cutting aluminum.
Processing Part B was somewhat more difficult for some cutting technologies (see Figure 4), but overall results were similar to those for processing Part A.
Regarding part costs, plasma cutting stands out across all thicknesses of Part A in aluminum (see Figure 5). The other metal cutting technologies are much more competitive when attention is turned toward Part A in steel (see Figure 6).
Cost per part for cutting Part B in aluminum (see Figure 7) decreased almost across the board when compared to cutting Part A in aluminum. The same can be said for cutting Part B in steel, when it was compared to cutting Part A in steel (seeFigure 8).
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




